

|
|
Разделы сайта
Читаемое
Обновления Dec-2024
|
Промышленность Ижоры --> Станочные гидроприводы , 9.г гидроприводы сверлильных и многоцелевых станков 5 типа обрабатывающий центр , 11, В этой фуппе оборудования гидроприводы широко используются для автоматизации I Ц смены детали и инструмента, в уравновешивающих, фиксирующих и зажимных механиз- . мах, устройствах выборки зазоров, приводах механизмов переключения скоростей, гидро- ; J статических подшипниках и направляющих, блокирующих механизмах, иногда - в при- i водах подач. у Гидропривод многоинструментального сверлильно-фрезерно-расточного станка с ЧПУ 1 i модели ИР-500МФ4 показан на рис. 9.2. Основные узлы: НУ - насосная установка, выполненная на базе СЮО (с регулируемым насосом Я типа Г12-54АМ, фильтрами Ф] - ФЗ, реле давления РД} и РД2, регулятором РДУ типа ПГ57-62, обратными клапанами К01 f и К02, пневмо1идравлическим аккумулятором А и переключателем манометра ПМ); цилиндры: ЦУ - уравновешивания шпиндельной бабки, ЦФМ - фиксации магазина; ЦВР - выдвижения руки , ЦПМ - вертикального перемещения манипулятора, ЦПР - поворота руки , ЦОШ - ориентации шпинделя, ЦПС - переключения скоростей, ЦОИ - отжима инструмента, ЦЗС - зажима стола-спутника, ЦЗПС - зажима поворотного стола, ЦПП - поворота платформы, ЦСС - автоматической смены столов-спутников; Р} - .4, Р6 - модульные комплекты; Р7- распределитель; Р8 - Р1] - модульные комплекты; РДЗ и РД4 - реле давления; КОЗ - обратный клапан. ; Гидросистема обеспечивает возможность регулировки скорости движения цилиндров - [ (кроме ЦУ и ЦОИ), а также величины давления в цилиндрах ЦФМ, ЦВР, ЦПМ, ЦПР, ЦОШ и ЦПС. Применение регулируемого насоса и аккумулятора позволяет свести к минимуму потери мощности. 9.3. гидроприводы шлифовальных станков * Гидроприводы обеспечивают возвратно-поступательное движение стола или шлифо- , вальной бабки, работу механизмов подач, устройств правки и автоматического контроля, различные блокировки, выборку зазоров, работу подшипников шпинделя, смазочных * / Я устройств и другие функции. УЩ Гидропривод плоскошлифовального станка с прямоугольным столом модели ЗД722 # показан на рис. 9.3. Основные узлы: Я - регулируемый пластинчатый насос 2Г12-55АМ; цилиндры: ЦС - привода стола, ЦБ - шлифовальной бабки, ЦВП - механизма верти-калькой подачи, ЦР - блокировки ручного перемещения; распределители: PC - управ-i Щ, ления столом, РО - управления остановкой стола, РБ - управления шлифовальной баб- *-ff кой, РД - дозирующий, Р1 - Р5 - типа ВЕ6; ДР1 - ДРЗ - дроссели с дистанционным } электроуправлением; ДР4 - дроссель; ДМ - де.мпфер; КО - обратный клапан; ПМ - , переключатель манометра ПМ6-320; Ф1 и Ф2 - фильтры. i Схема выполнена в положении, соответствующем движению стола влево при оста- J новленной шлифовальной бабке: Ф1-Н-1-РО--2 - РС-3 - ЦС/ЦС - 4~РС~5~РО - 6-ДР1 - 7~Бак. Скорость движения стола регулируется дросселем ДР1, перепад давлений на котором \ . поддерживается постоянным за счет автоматического изменения подачи насоса (см. рис. 2.5, а). Реверс движения стола обеспечивается путем переключения Р1 по команде от электрических датчиков положения, установленных на столе. При этом поток в линиях управления ~, * Ф1 ~ Н - I- Ф2 -18 - 19-ДМ- 20 - Р1- 23-г-РС / РС-г-22-Р1~30-Бак. С- РД/РД-i г. После переключения PC движение стола реверсируется. J Включение подачи шлифовальной бабки обеспечивается одним из электромагнитов PJ Так, если включен правый электромагнит, в системе управления Гидроприводы шлифовальных станков ф} - Н - J - Ф2 - 18 - J9 - 21 - Р5 - 24 - РБ/ РБ~25-Р5-26-Бак. При каждом реверсе стола одновременно с PC переключается РД, золотник которого, проходя через среднее положенир, кратковременно соединяет между собой линии 9 - 10 а 13 - 14, обеспечивая прерывистую подачу шлифовальной бабки со скоростью, определяемой настройкой ДJ, а также дросселей, регулирующих время переключения РД. Поток масла в системе подачи: Ф1- Н -1-ДРЗ-9- РД ~10~РБ -11- ЦБ/ЦБ-12-РБ - 13 - РД-14- Бак. Вертикальная подача производится при включении электромагнита РЗ: Ф1 - Н - 1 - РЗ - 16 - ЦВП/ЦВП -15-РЗ-17-ДР4-Бак . Движение стола прекращается после отключения электромагнита Р2: Ф1 - Н - 1 - Ф2 - 18 - Р2 - 28 - РО/ Р0-27-Р2-Бак . В результате РО объединяет полости ЦС и соединяет между собой линии / и 10, обеспечивая возможность реализации непрерывной подачи шлифовальной бабки путем 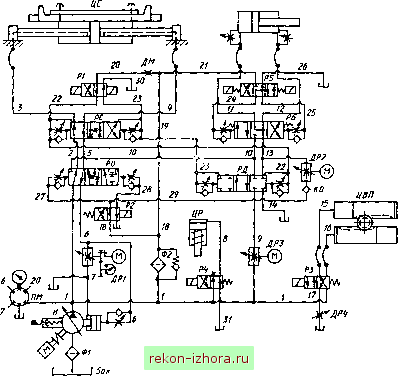 1*ис- 9.3- Ги.1ро11рнвол пяосчоИ.1,1фои.1,1ьн.тг) c-.ibM с прям(1\г.)льннч столом мод. ЗД722 включения одного из электромагнитов Р5. Если включен левый электромагнит, то в системе происходит следующее: Ф1 - Н -1~РО~10~РБ~12~ ЦБ/ЦБ - Л - РБ-]3-ДР2-КО-29-Р2-Бак. ЦР срабатывает при включении электромагнита Р4 (Ф1 - Я - / - Р4 - 8 - ЦР\); при отключении электромагнита ЦР соединяется с баком через линию 31. Гидропривод шлицешлифовального станка с ЧПУ модели ЗВ451ВФ20 показан на рис. 9.4. Основные узлы: Я - регулируемый пластинчатый насос Г12-55АМ; цилиндры: ЦС - перемещения стола (063X032X735), ОД -движения центра (063X020X13), ЦЗ- зажима изделия (063X020X13), /(Я - измерительного устройства (016X7), ЦПА - подачн алмазов (032X10), ЦДЛ -движения алмазов (040X40); ГД - гндродвигатель вертикальной подачи Г15-43; У1 - узел управления Э32-Г69-44Б; У2 - узел управления Э32-Г69-42; Р1 - Р4 - распределители ВЕ6.574А.Г24Н; ДАТ/ - ДКЗ - дроссели с обратным клапаном ДКМ-6/ЗР; КР1 - клапан редукционный КРМ-6/ЗВ1Р; АГР2 - то же КРМ-6/ЗВ1А; КП! - гидроклапан давления Г54-34М; АГЯ2 - клапан предохранительный 10-1-1 ГОСТ 21993 - 76; АГО - клапан обратный Г51-34; Ф/ - фильтр приемный 40-160 ОСТ2 С41-2-80; Ф2 -фильтр напорный 2ФГМ16-25; AfO - маслоохладитель; РД/- реле давления; РД2 - реле давления 23ГОСТ 19486 - 74; КД - кран-дроссель; ЯМ - переключатель манометра ПМ2.2.320; МН1 - манометр (р=4 МПа); МН2 и МНЗ - манометры (р=0,4 МПа). Давление настройки регулятора насоса 2 МПа; клапанов: КП1 - 3 МПа, КП2 - 0,1 МПа; реле дааления: РД1 - 0,05 МПа, РД2 - 0,3 МПа. Сма. 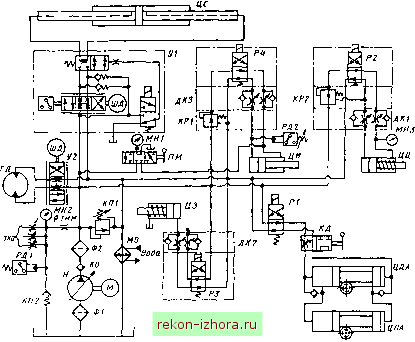 1ас. >А. Ги.1;-иП1 .i.io4 п.пцешлифовсыыюго скшка с ЧПУ мод. ЗВ451ВФ20
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |