

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Станочные гидроприводы  рабочая подача (noaie переключения PJ6) Р - К10 -Д6-Р4 - РР2 - ЦПС/ЦПС - ГДЗ - Д12 - Р16 - К15 - Бак быстрый отвод Р - К10 -Д6 - Р4 - К12 - ЦПС/ЦПС - К14 - Р4 - К11 - Т. Гидроклапан ГДЗ обеспечивает регулирование подпора в штоковой полости ЦПС в режиме рабочей подачи, а аппараты Р16,Д12 и ГД4 - плавное торможение при переходе от быстрого подвода к рабочей подаче. Распределитель Р4 за счет дросселирования потоков в средней позиции обеспечивает эффективное торможение и остановку ЦПС в исходно.м положении после быстрого отвода. К магистралям Р н Т могут подключаться дополнительные силовые столы. 9.9. ГИДРОПРИВОДЫ Х0НИНГ0В.4ЛЬНЫХ СТАНКОВ В хонинговальных станках гидроприводы сравнительно большой мощности обеспечивают возвратно-поступательное движение хона, изменение усилия разжима брусков, фиксацию хонголовки и др. функции. Применение в современных станках УЧПУ с развиты.м профаммно-математически.м обеспечением позволяет автоматизировать доводку отверстия по показаниям прибора активного контроля, т. е. устранять имеющиеся ошибки формы (конусность, бочкообразность, корсетность и др.) путем соответствующего Офани-чения величины хода, выбора определенного количества двойных ходов и изменения усилия разжима брусков. С целью получения определенной микрогеометрии обработанной поверхности, оптимизирующей уатовия смазывания поршневой группы двигателей внутреннего сгорания, при хонинговании цилиндров требуется исключительно жесткий реверс движения хона, который легко обеспечивается в гидрофицированном оборудовании. Гидропривод хонинговального станка с ЧПУ модели ЗГ824 показан на рис. 9.10 [10]. Основные узлы; НП- регулируемый пластинчатый насос типа Г12-5; Ц- цилиндр перемещения хона; ЦФ-цилиндр фиксатора; КП-предохранительный клапан; УУ - узел управления типа ЭЗ-11Г69-44Б (см. разд. 6.5- КД - гидроклапан давления; КДО - гидроклапан давления с обратным клапаном; ПК - подпорный клапан; К01 и К02 - обратные клапаны; Р1 - РЗ - распределители; .4АГ- пневмогидравлический акку.муля-тор; Ф1 и Ф2 - фильтры. При работе гидропривода одновременно включены электромагниты распределителей Р1, Р2 и РЗ, а направление и скорость движения хона определяются углом поворота задающего шагового двигателя ШД. Во время движения хона вверх: Ф\-КО\-НПт- O2-r-Kfl-K02j УУ-КД(У-Ц/Ц-УУ-гПК-Бак. -Р1-КД -Р2 -АК -РЗ-ЦФ -КП (пики давления)- За счет использования АК и узла управления УУ с фор.мой 1 дросселирующих кромок и максимальным шагом винтовой передачи достигается достаточно жесткий реверс при скорости движения инструмента до 27 м/мин (время реверса < 0,015 с). Величина хода может регулироваться в пределах 2-f-500 мм. Путем отключения электромагнита распределителя РЗ обеспечивается фиксация хонголовки в верхнем положении с целью исключения ее опускания под действием собственного веса прн неработающем гидроприводе. Отключением электромагнита распределите-Дя Р2 реализуется разрядка аккумулятора, аР1 - отключение гидросистемы от источника зп вления. УЧПУ станка выполнено на базе оперативной системы управления ОСУ-3 (см. разд. 6.5). Перемещение хона контролируется фотоэлектрическим преобразователем ВЕ178А5 через зубчато-реечную передачу. йля вращения хона вокруг собственной оси используется электромеханический привод с редуктором. 9.10. ГИДРОПРИВОДЫ СВЕРХПРЕЦИЗИОННЫХ СТАНКОВ Создание широкодиапазонных цифровых электрогидравлических приводов (ШЭГП) открывает принципиально новые возможности в сверхпрецизионном станкостроении [33]. Так, использование достаточно жестких гидро- или аэростатических направляющих позволяет практически полностью исключить механическое трение между твердыми телами и, следовательно, обеспечить безызносность базирующих и несущих поверхностей, повысить эквивалентную геометрическую точность за счет нивелирования имеющихся ошибок и микронеровно-стей разделяющим слоем жидкости или газа, а также обеспечить высокое внутреннее демпфирование в подвижных стыках. Появляется возможность коррекции положения (в пределах зазоров) и надежного зажима (путе.м отключения некоторых гидростатических карманов) исполнительного органа. Тонкое регулирование расхода непрерывно дозируемых сред, поступающих в гидродвигатели достаточно большого рабочего объема, дает возможность повысить точность регулирования положения исполнительных органов профа.ммно-управляемых приводов до 0,08 мкм. Для реализации современных технологий в ближайшие годы будут создаваться приводы с разрешающей способностью до 0,01 мкм. Использование сквозного цифрового способа преобразования управляющих сигналов повышает точность за счет иск.лючения тепловых дрейфов и улучшения помехозащищенности. Совмещение функций двигателя и направляющего устройства в мини.мальном количестве деталей (корпус гидроцилиндра - поршневая группа), а также реализация непосредственного контроля положения закрепленного на штоке режущего инструмента (например, с помонщю лазерных интерферометров) открывают уникальную возможность соосного расположения нафузки, движущей силы, направляющих и измерительной оси. Использование холодной гидравлики (например, частотно-регулируе.мых насосов, обеспечивающих разогрев масла не более 1 °С), способствует термостабилизации высокоточного оборудования. В созданном в ЭНИМСе макетном образце сверхпрецизионной версии ШЭГП (рис. 9.11, а) в качестве УЧПУ используется Электроника НЦ-31 . В цепи обратной связи установлены преобразователь ВЕ-164 и интерферометр 9 с лазерным генератором ИПЛ. Перемещение Столика J0 массой 43 кг на величину хода 400 мм с максимальной скоростью 0,8 м/чин реализовано двумя плунжерными цилиндрами с площадью 50 см. Плунжеры имеют гидростатические уплотнения с радиальными зазорами 10 и 15 мкм (двухступенчатые опоры с внутренним дросселированием). Управление положением столика в нормаль- 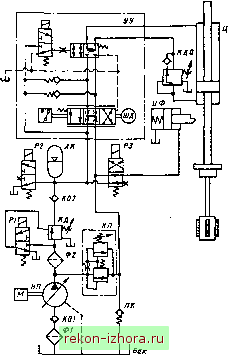 Рис. 9.10. Гидропривод хонинговального станка с ЧПУ .мод. ЗГ824
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |