

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Инструмент обработки поверхностей Рис. 34. Патрон для обточки и расточки эксцентриков 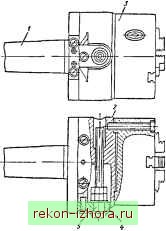 руюшем патроне, закрепленном на поворотном диске 3, по окружности которого нанесено 360 делений. Переналадка приспособления для установки требуемого эксцентриситета осуществляется винтом 1 по линейке б и нониусу. Точно эксцентриситет настраивается лимбом 2. Зазор между направляющими и фланцем устраняют клином 4. Закрепление фланца в рабочем положении осуществляют фиксирующим винтом 5. При обработке нескольких эксцентричных поверхностей, равно удаленных от центра заготовки, пользуются поворотным диском 3. Патрон для обточки и расточки эксцентриков (рис. 34) предназначен для обработки наружных и внутренних эксцентриков. Перемещение заготовки относительно оси станка для обеспечения требуемого эксцентриситета осуществляется посредством вращения винта 5, закрепленного в планке 4. При этом фланеп 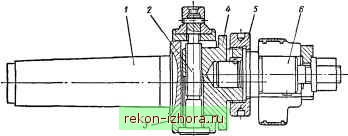 Рис. 35. Эксцентриковое наладочное приспособление: / - оправка. 2 - В1Шт. 3 - базовый фланец, 4 - ползун. 5 - гайка. 6 - сменные наладки 2 вместе с закрепленным на нем патроном 3 перемещается относительно оси оправки 1. Перемещение его определяется по нониусу планки 4, закрепленной на фланце 2. Эксцентриковое наладочное приспособление для установки и закрепления заготовки с отверстием для обработки наружной поверхности (рис. 35) состоит из базового фланца и сменных иаладок 6. Наладка устанавливается в гнездо ползуна 4 по щпоночному пазу и закрепляется гайкой 5. Настройка приспособления на заданный эксцентриситет осуществляется перемещением ползушки в пазу головки хвостовика посредством винта 2. Отсчет эксцентриситета производится по щкале и нониусу. Для закрепления ползуна предназначен стопорный винт. При ширине заготовки 50 мм, наружном диаметре 90 мм и внутреннем 32 мм максимальный эксцентриситет составляет не более 10 мм. ПЛАНШАЙБЫ, УГОЛЬНИКИ, ОПРАВКИ Для изготовления кронштейнов, стоек, корпусов и других деталей сложной конфигурации применяются (особенно в мелкосерийном и единичном производстве) приспособления на базе комплекта УСП. Комплект состоит из плит, планшайб, угольников, упоров, планок, прихватов, винтов, гаек и других деталей. В случае установки заготовки на регулируемый угольник положение заготовки относительно оси шпинделя станка может регулироваться при помощи горизонтального и вертикального винтов. Специализированное переналаживаемое приспособление (рис. 36) предназначено для обработки стоек и кронштейнов. На планшайбе закреплен винтами корпус 2, имеющий четыре радиальных паза. Три из них служат для направления основных кулачков, на которых закрепляются сменные зажимные кулачки. В четвертом пазу помещен сухарь с установленным на нем угольником. Кулачки и угольник перемещаются с помощью индивидуальных винтов. При наладке приспособления радиальное перемещение угольника определяют по шкале нониуса; после этого угольник закрепляют. На верхней плоскости угольника для закрепления установочных элементов или непосредственно обрабатываемых заготовок имеются взаимно перпендикулярные калиброванные с резьбовыми отверстиями Т-образные пазы, а также отверстие под центрирующую втулку 6, ось которой должна пересекаться 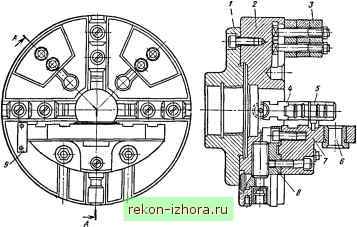 Рис. 36. Спепиалпзированное переналаживаемое приспособление: 7 -планшайба; 2 - корпус; 3 -грузы; 4 - основные кулачки; J - сменные зажимные кулачки; б - центрирующая втулка; 7 -угольник; S - сухарь; 9 - шкала нониуса С ОСЬЮ шпинделя. Эта втулка служит для установки сменных центрирующих пальцев, применяемых при базировании обрабатываемых заготовок по отверстию. Для устранения дисбаланса служат грузы. При использовании соответствующих наладок на подобных приспособлениях можно устанавливать и обрабатывать самые разнообразные заготовки, для которых прежде проектировались специальные приспособления. Заготовки деталей типа ступицы могут быть закреплены при помощи технологической планшайбы с резьбовыми отверстиями и прихватами (рис. 37). По радиальным пазам перемещаются сухари прихватов, которые служат для закрепления заготовок. В резьбовые отверстия можно ввертывать винты и костыли для дополнительного зажима несимметричных заготовок, либо острые штыри для закрепления заготовки с поджимом задним центром. В центре технологической планшайбы находится центрирующая бобышка, на которой базируется сменная переходная базирующая шайба. Использование планшайб со штырями позволяет исключить сложный способ выверки и закрепления заготовок сложной конфигурации в четы-рехкулачковом патроне.
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |