

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Инструмент обработки поверхностей вала по чертежу; контрольное спаривание секций валов и доработка фланцев при наличии излома оси. Базами для установки валов на станке служат центральное отверстие заг отовки или пробка с центровой впадиной, установленная в расточку заготовки, а также шейки вала, протата-ваемые под люнеты. В некоторых случаях используются предварительно проточенные цилиндрические поверхности фланцев. Для чистовой обработки валов с шероховатостью (Ra), равной 0,63 и 1,25 мкм, применяют широкие резцы, работающие с подачами 10-16 мм. Контроль диаметров осуществляется микрометрическими скобами. Кольцевое сверление во фланцах производится головкой на специальном горизонтально-сверлильном или расточном станке, после чего отверстия растачиваются или развертываются. После полной обработки секций вала производится контрольное спаршзание секций (первой со второй, затем второй с третьей) для проверки отсутствия излома оси. Контроль небольших валов выполняется на токарных станках, а крупных - на призмах, установленных на сборочной плите (рис. 4). При центрировании секции вала соединяются временными болтами, вставленными в предварительно расточенные отверстия фланцев, через отверстие на окружности фланца. Для контроля прилегания торцов вала их предварительно проверяют точной линейкой на краску. Перед окончательной затяжкой болтов между торцами прокладывают листы папиросной бумаги в четырех местах (через 90° по окружности фланца). 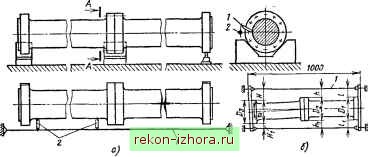 Рис. 4. Схема проверки излома оси спаренного вала: а - одной струной; б - по двум струнам 2 2 2 , 2 Вычитая одно условие из другого, получим h - hi=l-li. При соблюдении этого условия достигается равноудаленность обеих струн от оси вала, имитируемой прямой, проходящей через центры фланцев £)j и Dj. Их овальность учитывается при закреплении действительных диаметров. В местах закрепления струн возможно регулирование их положения. Таким же способом проводят измерения D, Н и Ну. При это.м появляется величина х,. характеризующая излом оси вала: 2 2 2 2 Вычитая одно условие из другого, получим /I - /7, = Я - Hi + 2.x или .X = ~ [(/г - Я) - {h,) ~ ЯО]. Аналогичная операция повторяется в перпендикулярной плоскосги, в результате чего определяют у. Фактический излом оси спаренного вала Юд = j/x + у. Найденную величину сравнивают с расчетным допуском 6д. Если сод > 8д, то валы разбирают и выполняют повторную чистовую обработку торцов фланцев, после чего контроль спаривания повторяют. Валы судовых валопроводов обрабатывают аналогично валам гидротурбин. Обработка валков прокатных станов. По конструктивному исполнению валки прокатных станов разделяются на цельные, состоящие из однородной сплошной отливки или поковки; При равномерном прилегании торцов все четыре листа бумаги плотно зажаты фланцами. К крайним фланцам крепятся планки, между которыми натягиваются струны 1, электрически изолированные от вала. С помощью щтихмасса 2 измеряют расстояние /, /j, h и hi, Н, Hj. При касании щтихмассом струны включается цепь электрического тока слабого напряжения и зажигается лампочка или подается звуковой сигнал. Чувствительность этого способа контроля составляет 0,005 мм. Правильность расположения струн относительно оси вала устанавливается из следующих условий: 10. Предельные габаритные размеры (мм) прокатных валков
двухслойные, сердцевина которых и переферийная рабочая часть отлиты из металла различного качества; пустотелью с внутренним сквозным отверстием; составные, состоящие из цилиндрической части с надевающейся на нее бочкой со щпо-ночным пазом. Наиболее распространенный прокатный валок состоит из следующих основных элементов: бочки, щейки и трефа. Бочка является рабочей частью валка, которая принимает непосредственное участие в деформации прокатьшаемого металла и придает ему заданную форму. Бочка может быть гладкой, например у листопрокатных валков, и с кольцевыми вырезами, назьшаемыми ручьями. Ручьи парных валков образуют в комплекте калибры. Поэтому валки блюмингов заготовочных и сортовых станов называют калиброванными. Основные размеры прокатных валков регламентированы ГОСТ 5399 - 69*. Предельные габаритные размеры валков приведены в табл. 10. Материалы для прокатных валков регламентированы: ГОСТ 9487-70* для валков горячей прокатки, ГОСТ 3541-79 - для валков холодной прокатки, ОСТ 1440 - 78 - для чугунных валков. Валки изготовляют из углеродистых и легированных сталей, а также из отбеленного чугуна с содержанием углерода 2,8-3,8% и с твердостью до НВ 550 (и вьше). Для упрочнения и восстановления стальных валков производится наплавка бочки проволокой ППЗХ288, ПП25Х5ФМС, ППЗОХГСА и др. Кроме наплавки, рабочие поверхности валков подвергаются электроискровому упрочнению, обкатке и рифлению посредством накатки (рис. 5). Наличие рифлений улучшает захват металла при горячей прокатке. В большинстве случаев прокатные валки обрабатьшаются по 7-11-му квалитетам точности. Концентричность шеек
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |