

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Инструмент обработки поверхностей 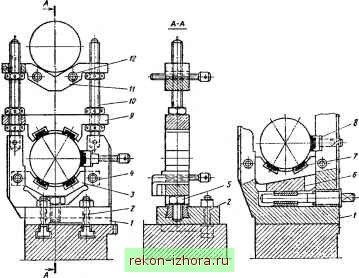 Рис. 8. Двойной люнет калибровочного вальцетокарного станка: У - стойка; 2 - крепежные болты; 3 - нижняя подушка; 4 - винты горизонтального перемещения нижней подушки; J - винт вертикального перемещения подушки; б-сухарь вертикального перемещения подушки; 7, S-бронзовые или текстолитовые вкладыши; 9 - прижимная скоба; 10 - винты с ленточной резьбой; И - подушка для контрольного валка; 12 - винты горизонтальной фиксации контрольного валка ручьев стальных валков в разгонку . Это предупреждает образование нароста на резце и возможность его поломки. Технологический процесс калибровки валков приведен в табл. 13. Калибровка валков с применением контрольных валков требует высокой квалификации токаря. Калибровка валков по шаблонам позволяет значительно сократить трудоемкость обработки. При этом Рис. 9. Варианты врезания пера валка в разгонку : а - вертикального участка ручья; б - пера рельса: / - перовой резец; h - глубина реза 13. Технологический процесс калибровки валков Содержание операций Настройка станка Установка и проверка люнетов Укладка и выравнивание валка в люнетах по оси станка в вертикальной и горизонтальной плоскостях Закрытие верхних скоб люнетов и соединение левого трефа с муфтой шпинделя Проверка установки валка на ходу станка и креплений скоб люнетов Проточка бочки в размер н разметка калибров Протачивание бочки Нанесение меловой линии Разметка калибров Черновая и чистовая обработка калибров первого валка Врезка крайних буртов планировочными резцами с припуском по ширине 5 - 10 мм и по диаметру 4-16 мм Черновая обработка ручьев, буртов, фасок и переходных поверхностей с припуском 0,5 - 1,0 мм Чистовая обработка калибров валка фасонными резцами Освобождение и съем валка со станка Обработка второго валка Установка и выверка второго валка в люнетах Уста1ювка первого валка на верхних подушках люнетов и выверка по нижнему валку Черновая и чистовая обработка буртов и ручьев на бочке второго валка Люнеты устанавливаются на расстоянии длины бочки, проверяется состояние вкладышей. Установка производится мостовым краном при участии стропальщика Рейсмусом проверяется высота центров (ВЦ) ВЦ = DJ2 + а; а - расстояние между шейкой и станиной с обоих концов валка Производится по чертежу на меловой черте металлической линейкой, начиная с левой стороны бочки. После проверки суммарной длины всех калибров иа бочке помечают места буртов (Б) и калибров (К) Обработка валков производится по шаговым шаблонам Обработка выполняется с ручной поперечной подачей резцов с проверкой по шаблонам Выверка в вертикальной плоскости производится по линейке, прикладываемой к торцам обоих валков, или по отвесу; в горизонтальной - отвесом по шейкам В процессе обработки верхний валок периодически приближается к нижнему для контроля совпадения распот ложения калибров. Профиль калибров проверяется шаблонами 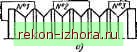 шшш.  Рис. 10. Калибровка ва.пка по шаблонам: а - расточка валка с закрытыми ручьями; б - порядок расточки валка с открытыми ручьями по шаговым шаблонам; -расточка открытого ручья; г - расточка бурта между ручьями; № 1-5 -номера шаблонов даже возможно обрабатывать парные валки на разных станках одновременно. На рис. 10 приведена схема калибровки многониточных валков по шаблонам. На валке с закрытыми частями калибров вытачивают первый ручей по шаблону № 1 (рис. 10, а), остальные ручьи - по шаговому шаблону № 2. Правильность расточки отдельных калибров контролируют по шаблонам № 3. При обработке второго открытого валка сначала обтачивают крайний бурт по шаблону № 1 (рис. 10,6), затем второй крайний бурт по шаблону № 2. Последующие бурты обтата-ваются по шаговому шаблону № 3. Шаблоны № 4 и 5 служат для контроля радиуса ручья и правильности обработки каждого бурта. Обработка наплавленных валков отличается от обычных режимами резания и геометрией резцов. Обработка бочек производится проходными резцами, калибров - фасонными резцами по элементам профиля (дну, стенкам, радиусам). Проверка вьшолняетсся одиночными и шаговыми шаблонами. Обработка тяжелых валов паровых и газовых турбин. Тяжелые условия работы паровых и газовых турбин (с большими нагрузками при высоких температурах) определяют жесткие требования к качеству металла и точности их обработки. В зависимости от конструкции роторов заготовками для них служат ступенчатые поковки из проката или цельнокованые заготовки с бочкой (рис. И). В процессе обработки ротора проводятся тепловые испытания, определение микро- и макроструктуры и термообработка (отпуск). Рабочие поверхности валов обрабатьшаются по 6 -7-му квалитетам точности. Длины уступов выдерживаются с точностью до 0,02 мм. Шероховатость посадочных поверхностей (Яй) должна быть в пределах 0,32 -1,25 мкм.
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |