

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Инструмент обработки поверхностей 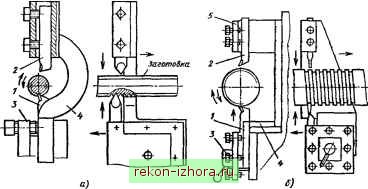 Рис. 12. Схема нарезания резьбы с дополнительным резцедержателем: о-с мелким шагом;, б -с крупным шагом; / -передний резец; 2 - задний резец; 3 - резцедержатель; 4 - кронштейн; 5 - задний резцедержатель Подача на шаг нарезаемой резьбы осуществляется суппортом станка. Нарезание резьбы выполняется, как правило, за один рабочий ход. При нарезании резьбы вихревым способом скорость резания составляет 150-450м/мин; круговая подача заготовки на один оборот головки при обработке наружных резьб 0,2-0,8 мм; при обработке внутренних резьб - не более 0,2 мм. Для сокращения вспомогательного времени на обратные движения каретки суппорта при нарезании длинных винтов с трапецеидальной или ленточной резьбой, а также для повышения производительности обработки успешно применяют дополнительный резцедержатель (рис. 12, а). Установленный сзади заготовки он обеспечивает использование обратного движения каретки для рабочих переходов. Для этой цели применяется задний резцедержатель, поставляемый в комплекте со станком, или спещ1альный держатель в виде изогнутого кронштейна, который закрепляется в резцедержателе стайка. Для увеличения жесткости при нарезании длинных резьб с крупным шагом задний рюцедержатель устанавливается на верхнюю плоскость поперечного суппорта (рис. 12,6). Отличительными характеристиками конструкции приспособления для двустороннего нарезания резьб являются обеспечение точной самостоятельной настройки двух одновременно работающих резцов и быстрая перестройка станка на работу. Это достигается тем, что приспособление укрепляют на плите, установленной на суппорте. Корпус приспособления (рис. 13) закрепляют на плите. В корпусе на двух направляющих перемещается резцедержатель. Синхронное движение резцедержателей навстречу друг другу при нарезании резьб или других операциях осуществляется в результате ручного или механического вращения винта поперечного суппорта. При нарезании длинных винтов с трапецеидальной резьбой профильный чистовой резец крепится в основном резцедержателе, а прорезной - в резцедержателе 4. При поперетаом перемещении суппорта профильный резец по.цводят вплотную к поверхности нарезаемого винта и устанавливают лимб в нулевое положение. Для подведения к заготовке резца, установленного в резцедержателе, используют регулирующий винт, конец которого под воздействием пружины находится в постоянном контакте с верхними салазками суппорта станка. Вращая винт против часовой стрелки, передвигают шток. При этом рычаг, поворачиваясь на оси и воздействуя на шток, жестко закрепленный в резцедержателе, заставляет последний с установленным в нем прорезным резцом двигаться по направлению к обрабатываемой заготовке. После настройки резцов поворотом рукоятки поперечного суппорта подают одновременно оба резца на первый переход. После первого перехода отводят резец от заготовки. При этом резцедержатель под действием пружиш.1 также отойдет от заготовки. Преимущество двустороннего нарезания резьбы, осуществляемого с помощью такого приспособления, заключается в том, что профильный резец производит резание по проточенной уже прорезным резцом канавке. При этом создаются благоприятные условия свободного резания для прорезного резца, так как боковые поверхности его не соприкасаются с металлом и стружка не заклинивается в прорезанной канавке. Коническую резьбу нарезают на токарно-винторезном станке с помощью копировальной линейки {так же как при обточке конусных поверхностей), которую устанавливают на необходимый угол уклона конуса. Настройку станка на шаг резьбы выполняют так же, как и для нарезания цилиндрической резьбы, или с помощью конического резьбонарезного инструмента. Нарезание резьбы с неравномерным шагом в винтах, применяющихся в некоторых машинах, является сложной техноло- НАРЕЗАНИЕ СПЕЦИАЛЬНЫХ РЕЗЬБ 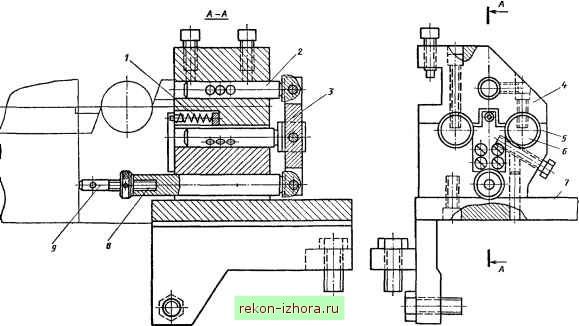 Рис. 13. Приспособление для двустороияего варезания резьб: / - пружина; 2 - шток; 5 -рычаг; 4 - резцедержатель; 5 - корпус; б - направляющие; 7 - плита S-шток; 9 - регулирующий винт
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |