

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Инструмент обработки поверхностей Продолжение - та&л. 18 Обрабатываемый материал Вид обработки простой Форма заточки (см. эскиз) Угол, Г2 У фасонный для обработки тонкостенных деталей Форма заточки (см. эекиз) Угол, Марка твердых сплавов при жесткости системы СПИД повышенной нормальной недостаточной Сплавы титановые 8-10 ВК4; ВК6М ВК4; ВКбМ; Алюминиевые сплавы, красная медь 20-25 20-25 ВК4; ВКб; ВК8 ВК4; ВКб ВК2; ВКб ВК4; ВК8 ВК4; ВКб; ВК8 ВКЗ; ВКб Латунь, магниевые сплавы 12-15 ВК4; ВКб; ВК8 ВКЗМ; ВК4; ВК2; ВКЗМ ВКб; ВК8 ВК4; ВКЗМ; ВКб; ВК8 ВКб Бронзы 6-10 ВК4; ВКб; ВКб; ВК2; ВК4 ВК4; ВК8 ВКбМ; ВКб; ВКЗ; ВК4; ВК8 ВК8 ВК4; ВКб; ВК8 Чугуны ВКбМ; ВК4; ВКбМ; ВК4; ВК2; ВКбМ; ВК4; ВКбМ; ВК4; ВКб; ВК6М; ВК8 ВК8 ВКб Примечания: 1. Обозначение видов обработки: 1 -грубая; обдирка с прерывистым резанием; 2 -обдирка с непрерывным резанием; 3 - получистовая и чистовая с прерывистым резанием; 4 - получистовая с непрерывным резанием. 2. При скоростях резания ниже 80 м/мин гео,метрия заточки резцов остается той же, но без фасок на передней поверхности. 3. При наличии тяжелого прерывистого резания фаски на передней поверхности сохраняются. 4. Твердый сплав T30K4 при скоростях резания ниже 80 .м/мин применять не рекомендуется. 5. На эскизах / - ширина фаски.
Г 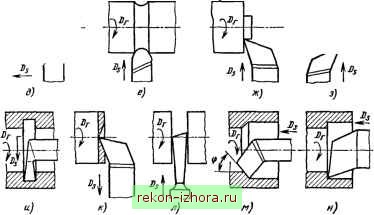 Рис. 7. Схемы обработки при точении резцами: пря.мым проходным правым (а) и левым (0); оюгнутым проходным правым (в) и левым (г); проходным упорным (й); канавочным наружным (е>; подрезными правым {ж) и левым (з); внутренним канавочным (и) отрезным (к); подрезным с врезанием (л)\ расточным для сквозных (м) и глухих (II) отверстий РЕЗЦЫ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН Резцы с механическим креплением многогранных режущих пластин (МРП) из твердого сплава, минералокерамики и СТМ находят все большее применение, вытесняя инструмент с на-пайными пластинами из твердого сплава. По ГОСТ 19042 - 80 режущие пластины классифицируются по форме, наличию заднего угла, классу допусков, наличию отверстия и стружколомающих канавок. Система обозначений, классификация и формы пластин в соответствии с ГОСТ
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |