

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Инструмент обработки поверхностей 72. Размеры (мм) машш1но-руч11ых твердосплавных метчиков 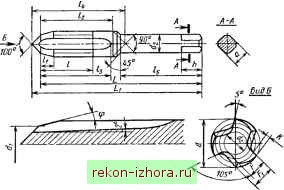
Примечание. Радиус й = (0,05 н-0,15) rf; допуск на F равен ±0,03. 73. Величина спада затылка по ширине зуба
74. Допустимый износ и величина стачивания за одну переточку
75. Диаметры отверстий под нарезание метрической резьбы метчиками Размеры в мм
Примечания: I. Допуск на отверстие H\2-H\i. 2. Для хрупких материалов размер сверла принимается на 0,1 мм меньше табличного значения. 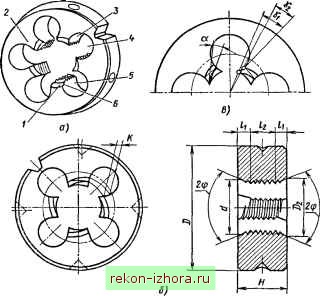 Рнс. 85. Конструктивные элементы (а), основные части (б) и формы стружечных отверстий {в) круглой плашки: / - задняя поверхность; 2 - перо (зуб) плашки; 3 - спинка зуба; 4 - стружечное отверстие; 5 - передняя поверхность; 6 - режущая кромка ружных резьб в единичном и мелкосерийном производстве. Важнейшими конструктивными элементами круглых плашек (рис. 85) являются: режущая и калибрующая части, корпус с крепежной частью и стружечными отверстиями. Плашки из-гoтoвляюf из сталей 9ХС, ХВСГ или быстрорежущих. Твердость плашек, измеренная у режущих кромок, должна быть Я/гСз 59-63 для плашек из сталей 9ХС и ХВСГ и ЯЛС, 62 - 64 -ш быстрорежущих сталей. Диаметры обтачивания стержней под нарезание метрических резьб плашками представлены в табл. 76. Допустимый износ плашек и величина стачивания за одну переточку в зависимости от обрабатываемого материала даны в табл. 77. Режущая часть плашек осуществляет съем металла резьбы, отделяет и формирует стружку, определяет нагрузку на плашку и ее распределение, участвует в перемещении плашки при рабо-
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |