

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Технология изготовления инструментов 15.8. Основные технические характеристики торцеобрабатывающих станков
Двухсторонние центровально-подрезные
15.2. Основные формообразующие операции Операции этого цикла обеспечивают получение заготовок, близких по размерам к готовому инструменту и отличающихся от него в основном припусками на последующие шлифовально-за-точные и доделочные операции, и составляют до 55 % общей тр удоем кости и з готов л ен и я и н стр у мента. Токарная обработка осуществляется как на универсальном оборудовании, так и на специальных станках (см. табл. 15.15). Например, для обработки заготовок концевого инструмента класса Валики и инструмента классов Диски и Втулки непосредственно из прутков используются автоматы продольного точения, прутковые токарно-револьверные автоматы (поз. 3, 4), многошпиндельные прутковые автоматы. Штучные заготовки инструментов класса Валики обрабатываются на токарно-копи-ровальных станках, токарных станках с ЧПУ; штучные заготовки инструментов классов Втулки и Диски - на полуавтоматах. Как и при формообразовании деталей общемашиностроительного применения, возможно использование и других видов и моделей станков. При обработке заготовок класса Валики следует учитывать некоторые технологические особенности заготовок: достаточно большое отношение длины к диаметру (особенно на мелкоразмерном инструменте), наличие сварного шва, участков с различной обрабатываемостью (быстрорежущая рабочая часть и хвостовик из конструкционной стали), значительную глубину съема (особенно при обработке некоторых размеров конусов Морзе). Операции по сверлению отверстий, подрезке торцов, зенкова-нию, нарезанию резьб совмещаются с другими операциями или выполняются на сверлильных универсальных или специальных станках. Фрезерование квадратов, поводков, лапок, торцовых шпоночных пазов, пазов под ножи, гнезд под пластины производится на универсальных станках. Протягивание отверстий, рифление в пазах и другие виды работ осуществляются на протяжных станках (см. гл. 12). За последние годы наметилась тенденция концентрации операций на многоинструментальных станках типа Обрабатывающий центр или станках с ЧПУ в целях обеспечения комплексной обработки заготовок при одном их закреплении. Специфика кон; струкций инструмента потребовала создания Обрабатывающих центров с четырьмя-восемью управляемыми от ЧПУ координатами. Отличительной особенностью заготовок режущего инструмента является наличие стружечных отверстий, канавок, спинок, непосредственно сопрягаемых с режущими участками инструмента, профильной формой режущей части. Образование канавок инструмента осуществляется фрезерованием, зуботочением, протягиванием, строганием, накатыванием, прокаткой на станках продольно-винтового проката, прокаткой с завивкой ( секторный прокат ), прессованием, литьем, штамповкой, шлифованием, комбинированными способами. Наиболее универсальный и распространенный способ, применяемый для обработки практически всех видов инструментов, всех размеров, - фрезерование. Фрезерование. Осуществляется на универсальных или специализированных станках профильным инструментом из быстрорежущих сталей или твердых сплавов. Инструмент для фрезерования прямых или наклонных канавок имеет профиль образующей, соответствующий профилю канавки инструмента. Схема установки инструмента приведена на рис. 15.5. Передний угол фрезерованной передней поверхности у целесооб-разно делать на 2-10 больше, чем у готового изделия, в целях уменьшения припуска на последующую заточку и исключения образования уступа на передней поверхности после заточки. (Это касается таких видов инструмента, как метчики, зенкеры, развертки, фрезы.) Инструмент для фрезерования винтовых канавок имеет профиль, отличный от образуемого им профиля на заготовке, и рассчитывается различными методами (см. гл. 7). Обработку стандартного режущего инструмента (или специального, но с профилем канавок, идентичным стандартному) 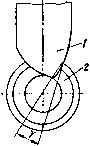 регламентируют отраслевые стандарты инструментов второго порядка ОСТ2-И65-2-77-ОСТ 2-И65-8-77 (фрезы дисковые для обработки сверл, зенкеров, разверток и других инструментов). Обработка инструмента с неравномерным угловым шагом между канавками осуш,ествляется двумя способами (рис. 15.6), 1. Обработка каждой из канавок за один проход. Схемы последовательного положения инструмента и детали в процессе такой обработки представлены на рис. 15.6, а. Расчет величины АЛл - разности межосевого расстояния инструмента и изделия - и углов 9 - переменных углов деления - производится исходя из заданной схемы расположения канавок (центрального угла ф) и условия сохранения постоянной ширины ленточек / на всех зубьях. 2. Обработка канавок за два полуцикла (рис. 15.6, б-г). Вначале фрезеруются все канавки с наименьшим углом фо- Ширина ленточек при этом получается самая разнообразная (fi =7 f2 Ф Ф fn)- Затем, во 2-м полуцикле осуществляется дополнительная обработка канавок зубьев, где центральный угол более фо. Обработка может производиться как со сторрны передней поверхности (рис. 15.6, г), так и со стороны спинки (рис. 15.6, в). Обработка производится для получения ленточек одинаковой ширины Д = = ... = f* Первый метод более производителен, но требует применения специальных фрез. Совмещение обработки канавок и спинок инструмента (спиральных сверл, шпоночных фрез) является дальнейшим путем повышения производительности фрезерования. Для данного случая необходима разработка фрез специальной конструкции и введение дополнительного перемещения обрабатываемого изделия и фрезы (для сверл и другого инструмента, имеющего утолщение сердцевины). Продольно-винтовой прокат. Используется для обработки спиральных сверл диаметром 1,8-23 мм, винтовых канавок концевых фрез (в практике иностранных фирм) диаметром 6-14 мм из быстрорежущих или легированных сталей. Схема прокатки приведена на рис. 15.7. Условно показана одна пара сегментов, повернутых в плоскость рисунка. В действительности имеются две пары сегментов, осуществляющих прокатку двух канавок и двух спинок сверла. Сегменты устанавливаются под углом (к продольной оси заготовки сверла), превышающим угол наклона канавки на 5-Прокат осуществляется на специальных станах профильными сегментами из твердых сплавов и дисперсионно твердеющих сталей с нагревом токами высокой частоты. Рис. 15.5. Схема установки инструмента для фрезер0 вания канавок
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |