

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Углеродистые инструментальные стали Таблица VI.18 Температуры отжига и высокого отпуска сталей для штампов горячего деформирования
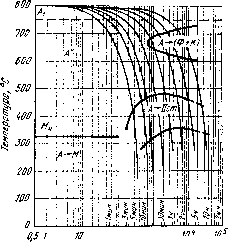 /0 10 Время, с Рис. VI.47. Термокинетическая диаграмма распада переохлажденного аустенита стали 4ХС (0,41% Cj 1,32% Sis 0,5% Мп; 1.41% Сг; Aljj=315°C2 В табл. VI. 17 и VI. 18 указаны значения критических точек и температуры отжига и высокого отпуска штамповых сталей. Для предварительной термической обработки (отжига и высокого отпуска) поковок штампового инструмента используют камерные и проходные электрические и газовые печи. Температура печи при загрузке поковок не должна превышать €00° С. При расположении поковок в печи в один ряд продолжительность выдержки определяют ориентировочно из расчета: при температуре отжига 1 ч+1,5 мин на 1 мм толщины; при температуре изотермической выдержки 1,5 ЧгЬ2 мин на 1 мм толщины; при высоком отпуске 2 ч4-4-1,5 мин на 1 мм толщины. Влияние температуры отпуска на механические свойства сталей для штампов горячего деформирования показано на рис. VI.49-VI.51. С помощью отпуска можно достигнуть твердости поверхности гравюры, соответствующей принятым в отечественной практике нормам. Нормы твердости (НВ) для молотовых штампов и их деталей, устанавливаемые в зависимости от усилия молота (точнее, от связанного с ним размера штампа), приведены ниже: Штампы для молотов усилием, тс: 1 (легкие)........ 388-444 1-3 (средние)....... 352-388 3-4 (полутяжелые) .... 321-368 4-6 (тяжелые)......311-341 >6 (особо тяжелые) .... ?93-321 Блоки штампов со вставками для молотов усилием, тс: <2 ........... 321-368 2-4...........311-341 2 (литые)........ 321-368 Вставки для молотов усилием, тс: <2........... ЗЯ8-444 2-4........... 352-388 >4 ........... 321-368 21-683 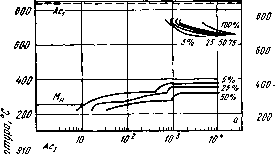
320 800 7В0 Ш 330 10 10
10 10 Время, с 10 10 Время, с Рис. VI.48. Диаграммы изотермического превращения аустенита стали марок: с -4Х5В2ФС (ауст* б - 4Х2В5ФМ Kt Q)\ в - 4Х4МВФС (густ = 1050° С); г - 5ХЗВЗМФС 4уст ==00° С) >ауст Как видно из приведенных данных, твердость поверхности гравюры с увеличением усилия молота понижается; при этом руководствуются требованием более высокой вязкости вследствие увеличения динамичности нагрузки и возможностями изготовления. Понижение твердости, а вместе с ней и прочности приводит к тому, что на крупных молотах выход штампов из строя по смятию встречается более часто, чем на малых. При установлении норм твердости для прессовых штампов исходят из назначения инструмента. Рекомендуются следующие значения твердости (НВ) для различных деталей штампов; Ручьевые вставки: штамповочных ручьев . . 363-415 заготовительных ручьев . . 352-388 Вставные детали ручьевых вста- 388-444 вок . . . ,........ Для горизонтально-ковочных машин нормы твердости (НВ) устанавливают в зависимости от назначения детали и усилия машины: Матрицы цельные для машин усилием, тс: 200 ........... 388-444 400 ........... 368-415 600 ........... 352-388 600 .......... 321-368 Продолжение Вставки матриц: зажимные......... 368-415 пережимные........ 368-415 формовочные крупные .... 352-388 формовочные средние и мелкие 388-444 Пуансоны наборные: крупные.......... 352-388 мелкие.......... 368-415 Пуансоны формовочные: крупные.......... 352-388 мелкие.......... 368-415 Пуансоны прошивные..... 388-444 Такие методы установления норм твердости учитывают два основных фактора: 1) условия работы и конфигурацию штампа; 2) пример.ную нагрузку на деталь штампа, хотя и очень приблизительно. О последнем свидетельствуют весьма широкие интервалы рекомендуемых норм - на 20, 30 и даже 40 единиц твердости - для данного вида инструмента. Для определения необходимой прочности штампа (кгс/мм) может быть использована расчетная формула, полученная на основании анализа большого количества производственных данных: 1+ 10?, (67 +Л) (64+ F) J где h - глубина гравюры, мм; V - объем штампового кубика, дм. Согласно этой формуле, на рекомендуем мый предел прочности влияют два факто- Таблица VI.19 Режимы окончательной термической обработки деталей штамбового инструмента для горячего деформирования
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |