

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Станки механосборочного производства t=--------- 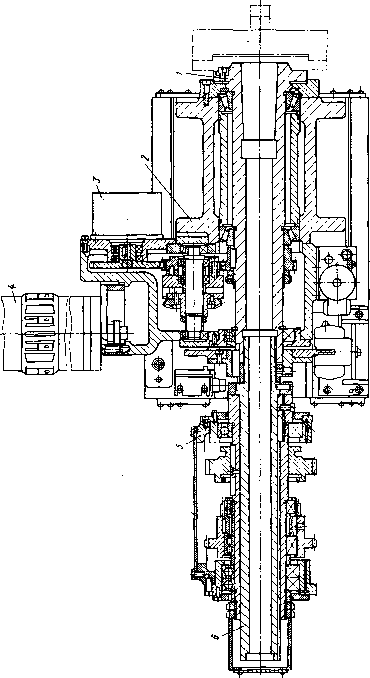 я о s я ca a. § a о о is с is a ками / и 6, a в паре винт 4 - гайка 3 создан предварительный натяг. Такое двухопорное крепление растянутого винта компенсирует погрешности монтажа и температурные деформации. В качестве направляющих подвижных узлов многооперационных станков, как правило, используют направляющие качения. Известно использование в станках этого типа гидростатических и аэростатических направляющих, а также полимерных материалов на основе фторопласта, обеспечивающих коэффициент трения покоя 0,002-0,003. Низкий коэффициент трения покоя всех видов направляющих диктует необходимость введения устройств для зажима подвижных узлов многооперационных станков. Устройства для автоматической смены инструментов, применяемые в многооперационных станках, разнообразны по конструкции и могут быть укрупненно разделены на три группы: устройства, 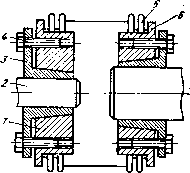 Рис. 6.20. Сильфоиная муфта 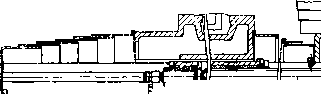  I \ 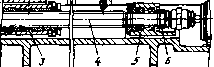 Рис. 6.21. Крепление ходового шарикового виита обеспечивающие смену инструментов путем поворота револьверной головки, в которой они установлены; устройства для автоматической смены инструментов без автооператора; устройства для смены инструментов с автооператором. Устройства первой группы по конструкции мало отличаются от устройств, применяемых в токарно-револьверных станках и автоматах. Единственным отличием является обеспечение выборочного поворота револьверной головки в любом направлении и установка в любой позиции. в устройствах второй группы предусмотрен перенос инструментов из магазина в шпиндель станка и обратно только за счет движений, сообщаемых магазину и шпинделю. Есть конструкции, в ко- 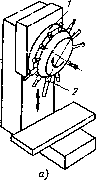 Рис. 6.22. Устройства для автоматической смены инструмента с магазином, расположенным соосно со шпинделем (а) н параллельно ему (б, е) торых магазин I размещен соосно со шпинделем 2 (рис, 6.22, а), и конструкции, в которых ось магазина / параллельна оси шпинделя 2 (рис. 6.22, б, в). 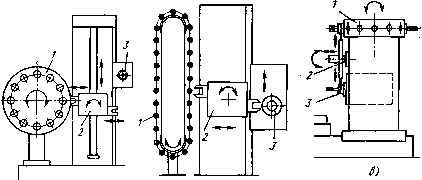 а) s) Рнс. 6.23. Устройства для автоматической смены инструмента о автооператором и магазином: ~ а - дисковым; 6 - цепным; в - расположенным иа стойке станка Недостатком устройств этой группы является большая потеря времени на перегрузку инструментов, так как она связана с перемещениями узлов значительной массы. Кроме того, вместимость магазина относительно невелика (12-15 инструментов). В устройствах третьей группы (рис. 6.23) обязательно наличие одного или двух автооператоров /. Автооператор - приспособление 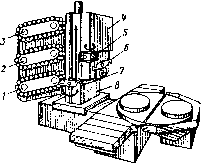 Рнс. 6.24. Устройство для автоматической смены инструмента с автооператором и позицией ожидания малой массы, совершающее ново-ротное и осевое движения и перемещающее инструменты из магазина 2 в шпиндель 3 станка и обратно. Магазины этих устройств большой вместимости (до 100 инструментов) дискового или цепного типа располагают вне станка на отдельных стойках или на верхнем торце стойки станка. Известны устройства смены инструмента, имеющие промежуточную позицию, в которой временно находится перемещаемый инструмент позиция ожидания . В этом случае медленное вращение магазина большой вместимости, при условии кодирования гнезда магазина, совпадает со временем обработки, а подготовленный к загрузке в шпиндель или извлеченный из шпинделя инструмент находится в позиции ожидания. На рис. 6.24 приведено устройство такого типа для многооперационных станков с горизонтальным расположением шпинделя. Три инструментальных магазина /, 2, 3 вместимостью до 30 инструментов установлены на отдельной стойке. Поворотное гнездо 5 позиции ожидания и основной автооператор 6 размещены на шпиндельной бабке 4. Для переноса инструментов из магазинов в позицию ожидания и обратно служит дополнительный автооператор 7, который может поворачиваться вокруг своей оси и перемещаться вертикально по дополнительным направляющим стойки 8. Таким образом, загрузка позиции ожидания и шпинделя может присходить при любом положении шпиндельной бабки. Автооператор 7 забирает инструмент из любого магазина и переносит его в позицию ожидания. Гнездо позиции ожидания поворачивается на 90 , что обеспечивает установку его в плоскости действия автооператора 6, обеспечивающего загрузку и удаление инструмента. Устройства для зажима инструментов в шпинделе станка мало отличаются от устройств для механизированного зажима, применяемых в станках общего назначения. В наиболее распространенных зажимных устройствах зажим осуществляется пакетом тарельчатых пружин, а разжим - гидроцилиндром. В устройствах для автоматической смены инструмента передний конец тяги оснащен замком, который может быть выполнен в виде шарикового, цангового, рычажного или кулачкового захвата, взаимодействующего с переходником, ввернутым в резьбовое отверстие оправки инструмента. В поворотных рычагах автооператоров оправки инструментов закрепляют подпружиненными фиксаторами, которые отводятся кулачками. В гнездах магазинов оправки инструментов закрепляют подпружиненными защелками, срабатывающими при осевом перемещении оправки. Многооперационный станок 2623ПМФ-4 предназначен для обработки в корпусных деталях отверстий концевыми инструментами. На станке производят сверление, зенкерование, растачивание, развертывание, нарезание резьбы, фрезерование. Техническая характеристика Диаметр выдвижного шпинделя, мм................. ПО Конус крепления инструмента в шпинделе.............. № 50 Размер встроенного поворотного стола н стола-спутника, мм: ширина............................. 1 120 длина............................. 1250 Наибольшая масса устанавливаемой заготовки, кг: на столе............. ............... 4 000 на столе-спутнике ....................... 2 ООО Перемещения, мм: вертикальное шпиндельной бабки................ I 250 продольное шпинделя...................... 500 продольное стойки........................ 1 ООО поперечное стола........................ 1 600 Круговое перемещение стола, °................... 360 Частота вращения шпиндели, мии ................. 5-1 250 Число частот вращения шпинделя ................ 25 Наибольший диаметр отверстий, растачиваемых шпинделем, мм..... 320 Наибольшая тяговая сила подачн. И: стойки............................. 15 000 шпинделя............................ 10 ООО шпиндельной бабки....................... 8 ООО стола (поперечная)....................... 8 000 Подача подвижных узлов (регулирование бесступенчатое), мм/мин . . . 2-1 600 Скорость быстрых перемещений подвижных узлов, мм/мин....... 8 ООО Число инструментов в магазине, шт. ................ 50 Мощность главного привода, кВт.................. 15 Габаритные размеры станка, мм: длина............................. 8 300 высота............................. 7 500 ширина............................. 4 5(Ю Масса станка, кг.......................... 31 ООО Станок снабжен инструментальным магазином с цепным приводом и устройством для автоматической смены столов-спутников, а taK же системой числового программного управления подвижными узлами по пяти координатам. Кинематическая схема станка приведена на рис. 6.25. Кинематика станка исключительно простая и не требует подробных пояснений. Привод главного движения (вращение шпинделя) имеет широкий диапазон регулирования; в него входят двигатель постоянного тока мощностью 15 кВт при п = 750 мин и двухступенчатая коробка скоростей. Частота вращения шпинделя регулируется в диапазоне 750-2350 мин при постоянной мощности и в диапазоне 47-750 мин при постоянном моменте. Механизм переключения зубчатых колес в коробке скоростей гидравлический с приводом от гидроцилиндра. В момент переключения двигатель главного движения затормаживается и переходит на работу в режиме медленного качательного движения, а в конце хода гидроцилиндра нормальное вращение двигателя восстанавливается. 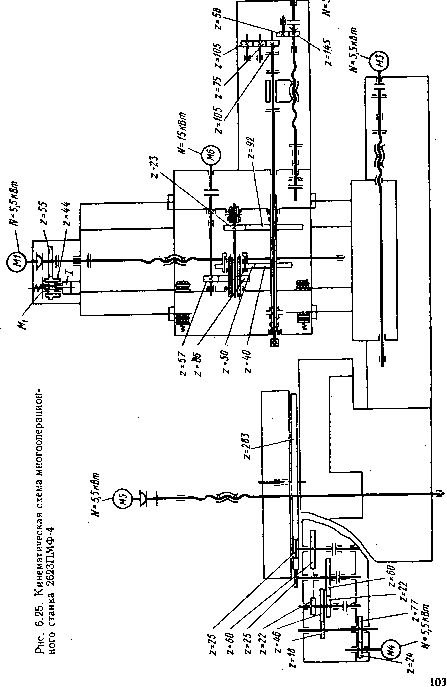
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |