

|
|
Разделы сайта
Читаемое
Обновления Dec-2024
|
Промышленность Ижоры --> Станки механосборочного производства Цшдограмке ра5бты механика аЬтмйтичесной смени инструментов
ЗИН вновь поворачивается в положение свободного гнезда для последующей установки в нем заменяемого инструмента. Циклограмма работы механизма, определяющая последовательность движений, показана в табл. 16.4. Задавшись трапецеидальным законом движений и ограничив предельные значения скорости поступательных перемещений инструментов (с учетом радиуса дуги, на которой они расположены при выполнении вращательных движений), рассчитывают время ti отдельных этапов цикла и длительности 4м собственно смены инструмента. При этом учитывают время /уст установочных перемещений стола и шпиндельной коробки станка, совмещенное с ним и частично со временем рабочего цикла время аг перегрузки инструмента из кантователя в магазин и поворота магазина при поиске очередного инструмента и свободного гнезда. Оптимальную скорость линейного движения инструмента с учетом радиуса дуги траектории центра схвата автооператора {R = = 250 мм) при его повороте на 90 определяют из соотношения: = 1 м/с. = 0,6 У Ori, при время поворота иа 90 314 = 7 м/с и / = лЯ/2 = 0,39 м Vi = 0,6 И Jfea = Hi = 0,5 с. Время поворота на 180° при этих условиях 4 = 1 с. Оптимальная скорость линейного перемещения автооператора вдоль его оси = О.бтatali, при = 3 м/с и 4 = 150 мм = - 0,4 м/с. Если принять ускорение при разгоне Ор, = 5 м/с и fea - = aja = 1,67, время выдвижения инструментальной руки = 0,6 с. Время зажима (разжима) инструмента в шпинделе станка 4 = 0,5 с. Общее время, затрачиваемое непосредственно на смену инструмента, 4 = 0,5 -f 0,5 -f 0,6 -f 1 + 0,6 -f 0,5 4- 0,5 = 4,2 с. Принципиальная гидросхема механизма смены инструментов, разработанная в соответствии с циклограммой его работы, показана на рис 16.11. Движения поворота автооператора на 90 и 180° осуществляются с помощью рейки, нарезанной на штоке каждого из цилиндров, и зубчатых колес; осевое перемещение руки - гидроцилиндром, одновременно выполняющим переключение приводной шестерни механизма поворота. Рабочие параметры гидроприводов определены расчетным методом при следующих исходных данных: число инструментов - 2; наибольшая масса инструментальной оправки, имеющей конус хвостовика 7/24 № 50, равна 20 кг; расстояние между осями инструментов 2R - 500 мм; наибольший момент неуравновешенности руки автооператора /И = 50 Н-м; номинальные скорости и ускорения поршней гидроцилиндров привода поворота находятся по выбранным ранее скоростям и ускорениям поступательного движения инструмента, деленным на значения коэффициента = nnipUjR, где /Пр - модуль реечной передачи; Ир - передаточное число зубчатого механизма; общая масса автооператора с инструментами - 80 кг; номинальная сила, развиваемая гидроцилиндром осевого перемещения для преодоления силы инерции при выбранном ранее ускорении, равна 2800 Н; гидравлический КПД ц. = 0,5, а механический КПД т] = 0,8; рабочее давление масла в гидросистеме р = = 2 МПа. Конструкция механизма автооператора, выполненная в соответствии с расчетными параметрами гидроприводов поворота и осевого перемещения руки, показана на рис. 16.12. Гидроцилиндры 2 и 5 механизма поворота руки / соответственно на угол 180 и 90° установлены параллельно друг другу в корпусе 6. Зубчатые рейки, нарезанные на штоках гидроцилиндров, с помощью двух повышающих зубчатых передач 4 приводят во вращение шестерню 5, насаженную на шлицевой вал 7, который установлен на подшипниках в корпусе 6. Двухзахватная рука автооператора поворачивается вместе с валом 7 и может перемещаться относительно него в осевом направлении под действием гидроцилиндра W, шток которого жестко соединен с вилкой в, входящей в кольцевой паз во фланце руки. При осевом перемещении руки вперед вместе с ней движется тяга 9, которая передвигает шестерню 5, расцепляя ее с зубчатым колесом привода поворота на угол 90 и присоединяя к аналогичному механизму привода поворота на 180 . При возврате руки в осевом направлении подпружиненный плунжер смещается вперед, сжимая пружину, и освобождает фиксатор 12 зажимного устройства, который расфиксирует инструментальную оправку. Pi/f(a автооператора: кантователь: Поворот на 1В0° Поворот на 90° ОсеВое смещение Поворот на 90° d=somm п=45мм n=63MM,d=iSMM,L=WMM d=2SMM,L=ZBMM ф=ггмм,и=36мм П=70мм,({35мМ,С=ЩмН 5W73-11 rsi-zz пг55-гг ШГ73-Г2 ШППЗ-12, пг55-гг 54nr73-rZ nrsf-гг ц Осевое перемещение: Н d=somm, d=jomm, l=1s0mm Рис. 16.11. Принципиальная гидросхема механизма автоматической смены инструментов nr51-2f r43-S3 0Щ41-14 nrsZ-2 enZ-2SA Гидростанция Механизм кантователя инструмента показан на рис. 16.13. Механизм поворота на 90° приводится в движение гидроцилиндром /, на штоке которого нарезана зубчатая рейка, входящая в зацепление с шестерней 9. Поворотная часть, выполненная в виде кронштейна 5, имеет направляющую, по которой перемещается с помощью гидроцилиндра 2 ползун 4. При движении ползуна вверх инструменталь- 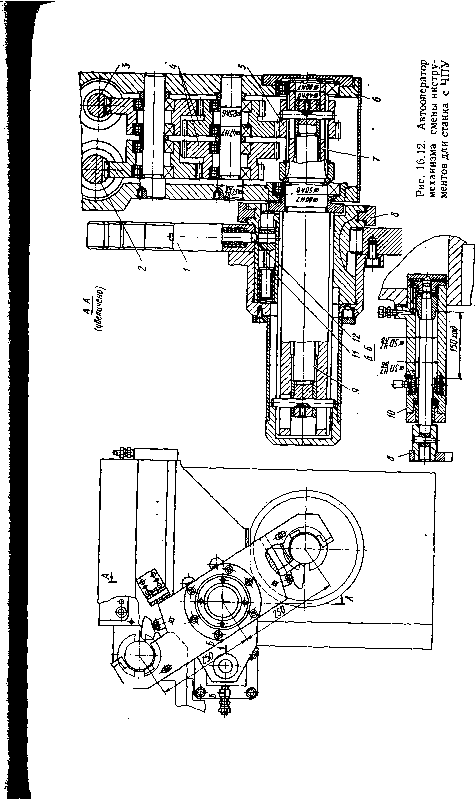 ная оправка 5 вместе с втулкой 6 снимается с фиксирующего штц- фта 7, установленного на торне корпуса 8 инструментального магазина, а затем переносится в горизонтальное положение при повороте 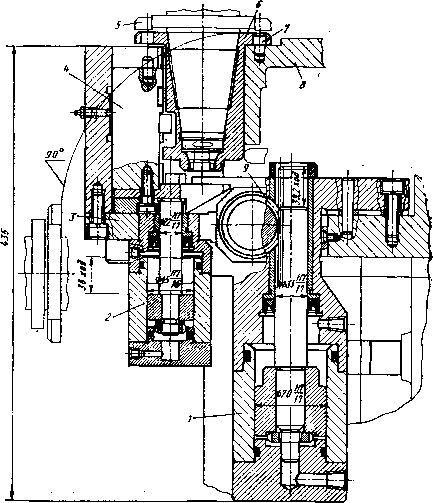 Рис. 16.13. Кантователь механизма автоматической смены инструментов для станка с ЧПУ кронштейна на 90°. После замены инструмента автооператором кантователь вновь возвращается в вертикальное положение, ползун 4 опускается, а втулка 6 вместе с инструментом устанавливается в гнезде магазина. ГЛАВА 17 БАЗОВЫЕ ДЕТАЛИ И НАПРАВЛЯЮЩИЕ § 1. НАЗНАЧЕНИЕ БАЗОВЫХ ДЕТАЛЕЙ И НАПРАВЛЯЮЩИХ Базовые детали металлорежущих станков служат для создания требуемого пространственного размещения узлов, несущих инструмент и обрабатываемую деталь, и обеспечивают точность их взаимного расположения под нагрузкой. Совокупность базовых деталей между инструментом и заготовкой образует несущую систему станка. К базовым деталям относят станины, основания, колон ны, стойки, поперечины, ползуны, траверсы, столы, каретки, суппорты, планшайбы, корпуса шпиндельных бабок и т. п. (рис. 17.1). Монтажная плита (спутник) 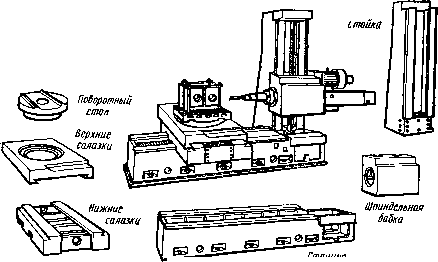 Рис. 17.1. Базовые детали фрезерно-расточного станка По форме они условно могут быть разделены на три группы: брусья - детали, у которых один габаритный размер больше двух других; пластины, у которых один размер значительно меньше двух других; коробки - габаритные размеры одного порядка. Направляющие обеспечивают правильность траектории движения заготовки и (или) инструмента и точность перестановки узлов. Во многих случаях направляющие выполняют как одно целое с базовыми деталями. Базовые детали и направляющие должны иметь: первоначальную точность изготовления всех ответственных поверхностей для обеспечения требуемой геометрической точности станка; высокую жесткость, определяемую контактными деформациями подвижных и неподвижных стыков, местными деформациями и деформациями самих базовых деталей;
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |