

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Станки механосборочного производства необходимости в настройке движения по этим параметрам нет. и поэтому его вообще не регулируют. Группа движения Фвх (а)- Исполнительным органом группы является ползун, совершающий возвратно-поступательное движение вместе с установленным на ием шлифовальным кругом. Внутренняя кинематическая связь группы осуществляется через поступательную кинематическую пару ползун - направляющие стойки. Внешняя кинематическая связь представляет собой цепь между электродвигателем и ползуном. В ее состав входят следующие кинематические пары, звенья и механизмы: Л! цилиндрическая пара / == = -)- кривошипный механизм ползун. Эта группа обеспечи-, вает простое возвратно-поступательное движение с незамкнутой траекторией; ее настраивают; на скорость - четырехскоростным электродвигателем М, на путь - изменением величины эксцентриситета пальца кривошипного диска; на исходную точку - изменением положения точки крепления шатуна к ползуну. Группа движения Фвг (ПВ). Эта кинематическая группа сложная, так как должна обеспечивать движение обкатки обрабатываемого зубчатого колеса относительно шлифовального круга, имитирующего зуб прямозубой рейки. Группа имеет два исполнительных органа: шпиндель стола, иа котором закрепляют обрабатываемое колесо, и каретку, на которой смонтирован поворотный стол. Пово ротный стол получает вращательное движение В, а каретка - прямолинейное поступательное Яд. Внутренняя кинематическая связь группы осуществляется через функциональную цепь между кареткой и столом и имеет следующую структуру: каретка (Я,) пара винт-гайка с шагом jt? = 2л ->- цилиндрическая пара ->-гитара профилирования / роф суммирующий механизм (дифференциал) 2червячная пара --стол (S4). Внешняя кинематическая связь группы представляет собой цепь между электродвигателем Mg и звеном присоединения к внутренней связи группы: червячная пара - - реверс Рх гитара 27 35 подач tsцилиндрические пары и Вал с шестерней 2 = 54 является звеном соединения внешней связи с внутренней. Рассматриваемая группа обеспечивает сложное движение обката {ПВ с незамкнутой траекторией, которое нужно -настраивать по пяти параметрам. На траекторию движения настраивают гитару профилирования tnpo*. на скорость - гитару подач на направление - реверс Р, на исходную точку - вручную перемещение каретки с помощью ходового винта с шагом р = 2л, на путь - относительное положение устройств, ограничивающих перемещение каретки (на схеме они не показаны). Группа движения Д{Въ). Группа движения деления простая, и ее исполнительным органом является шпиндель поворотного стола. Внутренняя кинематическая связь группы обеспечивается связью вращательной кинематической пары поворотный стол - каретка. Внешняя кинематическая связь группы представляет собой кинематическую цепь от электродвигателя до шпинделя стола: Мзгитара скорости деления ick. делцилиндрические колеса с 1 = 1 делительный механизм с дисками и Да гитара .деления 1 делсуммирующий механизм 21червячная пара -- стол (В5). Движение деления простое, с незамкнутой траекторией и настраивается не по четырем параметрам, а по трем: на путь - гитарой деления Ln- на скорость - гитарой скорости деления i и на исходную.точку-вручную. Настройку иа параметр направления не применяют. Так как группы движений Фаз (Я3В4) и Д (BJ имеют общий исполнительный орган - шпиндель стола, то они должны быть кинематически соединены между собой. Группы соединены цидиндр{-ческим дифференциалом 2- Он позволяет, не прекращая движения (Я3В4), осуществить делительное движение Д (В). Поэтому во время делительного процесса благодаря дифференциалу шпиндель стола получает суммарное движение В ± Sj. Сам же делительный процесс наступает тогда, когда включена муфта / и вынут из прорезей делительных дисков Д и Д фиксатор , и оканчивается после западания фиксатора одновременно в прорези обоих делительных дисков и отключения муфты /. Так как шлифование впадин между зубьями обрабатываемого колеса происходит последовательно, то за время одного делительного цикла обрабатываемое колесо, закрепленное на столе, поворачивается на-i- целого оборота, где z - число зубьев обрабатываемого колеса. В данном станке кинематическая настройка осуществляется пятью органами настройки: электродвигателем М2 и четырьмя гитарами сменных зубчатых колес (профилирования / роф, подач ig, деления 1дел и скорости деления /ск.дел)- Каждый орган настройки имеет свою формулу настройки. 1. Формула настройки скорости электродвигателя М. Электродвигатель служит не только источником движения ползуна с шлифовальным кругом со скоростью Я2, но и выполняет роль органа настройки этой скорости. Вывод формулы настройки: а) кинематическая цепь согласования: электродвигатель - ползун; б) условие согласования скоростей конечных звеньев цепи: 2 электродвигателя k ползуна, где Пг - частота вращения электродвигателя М, мин; k - число двойных ходов ползуна в минуту; - - знак соответствия. в) уравнение кингматического баланса где о - скорость движения долбяка, м/мин; Як.д вошипного диска; м; L - ход долбяка, м; г) формула настройки: радиус кри- 2 = Rk. д 2. Формула настройки гитары профилирования 1проф- Этой гитарой устанавливается функциональное согласование перемещений стола с заготовкой и каретки, т. е. производится настройка на траекторию движения (nsBi). Вывод формулы настройки: а) кинематическая цепь согласования: шпиндель стола-каретка; б) условие согласования перемещений конечных звеньев цепи: 1 об. заготовки - nmz [мм J перемещений каретки, где т - модуль обрабатываемого зубчатого колеса, мм; г - число зубьев обрабатываемого колеса; в) уравнение кинематического баланса: , 90 42 36 1 24 о 1 об. заготовки -;-------. -gg- 2л = nmz; гГ 27 проф г) формула настройки: пpoф ~ Следует заметить, что уравнение кинематического баланса любой кинематической цепи согласования может быть записано в двух вариантах. Вариант записи уравнения баланса зависит от того, с какого конца цепи его записывают. В рассматриваемом случае при втором варианте записи уравнение баланса цепи шпиндель стола - каретка имеет вид , 1 96 . 27 21 1 ] 1 ММ перемещения каре-1Ки---2.£ роф-з--.-др = 3. Формула настройки гитары подачи is- Этой гитарой устанавливается согласование скоростей электродвигателя УИд и каретки, т. е. производится настройка на скорость движения Фдг (Пф). Вывод формулы настройки: а) кинематическая цепь согласования: электродвигатель УИд - каретка; б) условие согласования скоростей конечных звеньев цепи: 1400 [минЧ электродвигателя Мз S перемещения каретки; в) уравнение кинематического баланса 1400- 40 35 40 Is- 27 35 24 48 54 96 .2л = S; г) формула настройки: 4 Формула настройки гитары деления 1дел- Гитара деления предназначена для настройки движения Д (В5) на путь. Это периоди- ческое движение происходит, когда включена муфта / и фиксатор вынут из прорезей делительных дисков Д и Д. При этом диски освобождены для вращения, и движение Д (fij) передается через делительный диск Д, гитару деления /дел и дифференциал к столу. Время осуществления этого движения называют делительным циклом. Выводы формулы настройки: а) кинематическая цепь согласования: делительный диск Д - шпиндель стола; б) условие согласования перемещений конечных звеньев цепи: лд, оборотов делительного диска Ду ~ в) уравнение кинематического баланса: 1 1 Лд, Чдел-Х-до---Г оборота стола; где гг - передаточное отношение дифференциала; г) формула настройки: Определим численное значение д, оборотов диска Д\ за один делительный цикл и - передаточное отношение дифференциала. После того как фиксатор вынут из прорезей дисков и Д, они начинают вращаться, причем с различными скоростями. Через некоторое время прорези дисков окажутся в одной плоскости, и фиксатор западает одновременно в прорези обоих дисков. В этот момент оканчивается делительный цикл. Подсчитаем относительные повороты дисков. За один оборот 84 27 7 диска Д1 диск Да должен сделать -g--gT ~ б оборота. Следова- тельно, диск Да вращается быстрее диска Д, и за время делитель кого цикла диск Дг делает семь оборотов, а диск Д, - шесть обо ротов, т. е. пд, = 6. Передаточное отношение дифференциала = по формуле Виллиса: определим 42 - в 27 - в 27 21 36 42 при = О получим 32 = -1 = где 42, и в - частоты вращения соответственно колес z = 42, г = 27 и водила дифферен- С учетом численных значений д, и is формула настройки гитары деления имеет вид 5. Формула настройки гитары скорости деления Гск.дел- Данная гитара предназначена для установления согласования оборотов целительного диска и электродвигателя за время делительного цикла. Вывод формулы настройки: а) кинематическая цепь согласования: делительный диск Д - электродвигатель М; б) условия согласования перемещений конечных звеньев цепи согласования: 6 об. делительного диска Д 1 об. электродвигателя /Из, где t - время делительного цикла, с; в) уравнение кинематического баланса: г) формула настройки: ск. дел 1400 60 10- ГЛ А в А 4 КИНЕМАТИКА СТАНКОВ В этой главе рассмотрена кинематика резьбо- и зубообрабатыва-ющих станков, как наиболее распространенных среди станков со сложными и комбинированными кинематическими структурами. § 1. РЕЗЬБООБРАБАТЫВАЮЩИЕ СТАНКИ Резьбообрабатывающие станки предназначены для формообразования на заготовках винтовых поверхностей, которые широко применяют в машиностроении в неподвижных резьбовых соединениях, винтовых и червячных передачах, а также в большинстве режущих инструментов, применяемых при формообразовании на станках винтовых поверхностей. Резьбы (винтовые поверхности) характеризуются в продольном направлении винтовой линией и в поперечном сечении, проходящем через ось тела вращения - профилем. Профиль может быть треугольным, прямоугольным, трапецеидальным, полукруглым и т. д, Для формообразования винтовых поверхностей в большинстве случаев используют режущие и абразивные инструменты, форма режущей кромки или контура которых совпадает с профилем нарезаемой резьбы. Поэтому основным методом образования профиля винтовых поверхностей является метод копирования, и этот метод осуществляется резьбовыми резцами (рис. 4.1, а), метчиками (рис. 4.1,6), плашками (рис. 4.1, в), резьбовыми гребенками (рис. 4.1, г), резьбонарезными головками, дисковыми резьбовыми фрезами (рис. 4.1,5), многониточными гребенчатыми фрезами (рис. 4.1, ё), дисковыми (рис. 4.1, ж) и многониточными (рис. 4.1, з) шлифовальными кругами. Для образования профиля у цилиндрических и глобоидных червяков, а также у ходовых винтов при нарезании их чашечным обкаточным резцом используют метод обката. В продольном направлении форма винтовых поверхностей образуется методом следа или касания в зависимости от применяемого инструмента. 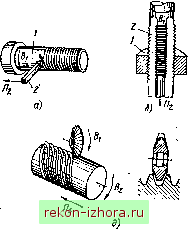   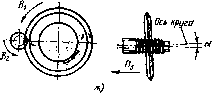 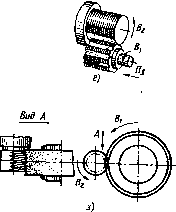 инструме аТ* поверхностей ка заготовках / режущими В связи С тем, что наиболее распространенным методом образования профиля резьбы является метод коггарования, не требующий движения формообразования, кинематическая структура большинства резьбообрабатывающих станков состоит только из кинематических групп, создающих движения для образования винтовой Линии. При образовании винтовой линии методом следа (резцом, метчиком плашкой, резьбовой гребенкой) требуется одно сложное винтовое движение Ф (В, П, а методом касания (резьбонарезной Головкой, фрезой, шлифовальным кругом) - два движения: одно простое Фо (Bj) - вращение инструмента, и второе сложное винтовое Фе {ВПз). Таким образом, кинематическая структура резьбообра-
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |