

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Метод свободного протягивания Метод свободного протягивания заключается в том, что обрабатываемое изделие в процессе обработки не фиксируется жестко относительно базовых поверхностей, а точным получается лишь контур обработанной поверхности и его размеры. Центрирование и направление изделия осушествляются за счет равновесия сил. Метод координатного протягивания предусматривает точное взаимное расположение протяжки и обрабатываемого изделия, за счет чего обеспечивается как заданная форма и размеры обрабатываемой поверхности, так и точное ее расположение относительно базовых поверхностей. Метод требует специальных приспособлений для ориентирования и направления протяжки. Точность расположения обработанных поверхностей относительно баз достигает 0,02-0,03 мм. Метод протягивания поверхностей враш,ения совмеш.ает традиционную обработку точением и растачиванием с протягиванием, имеет следуюш;ие разновидности: главное движение - вращение обрабатываемой заготовки, движение подачи перпендикулярно к оси вращения (тангенциально) осуществляется протяжкой; главное движение - вращение обрабатываемой заготовки при вращательном движении протяжки (за один ее оборот); протяжка при этом аналогична как бы цилиндрической фрезе с зубьями, расположенными на разном расстоянии от оси вращения. 12.2. Виды протягивания Основные виды внутреннего протягивания приведены на рис. 12.1, а-е {1 - изделие; 2 - протяжка; 3 - слой срезаемого металла). Протягивание в горизонтальном направлении неподвижного изделия (рис. 12.1, а, б) осуществляется на горизонтально-протяжных станках (v и tx - скорости рабочего и холостого хода). Протягивание сверху вниз (рис. 12Л, в) или снизу вверх (рис. 12.2, г) неподвижного изделия осуществляется на вертикально-протяжных станках. Преимуществами вертикального протягивания являются улучшение стружкоотвода и подвода СОЖ, исключение влияния массы протяжки на точность обработки и стойкость, меньшая площадь, занимаемая станком, недостатками - большая высота станков, сложность обслуживания. Протягивание с вращением изделия или протяжки (рис. 12.1, б), как правило, применяется для обработки винтовых пазов. Прошивка неподвижного изделия сверху вниз (рис. 12.1, д) не требует специального оборудования, однако небольшая длина инструмента (до 15 диаметров) не позволяет снимать достаточно большие припуски, что ограничивает область применения.  Рис. 12.1. Виды внутреннего протягивания (Я - длина хода инструмента (изделия); - рабочий ход; - холостой ход): i изделие; 2 - протяжка; 3 - слой среааемого металла 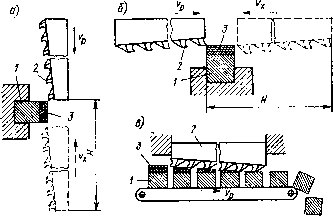 Рис. 12.2. Виды наружного протягивания (обозначения ш. рис. 12.1) Обработка деформирующей протяжкой, прошивкой (рис. 12.1,) может осуществляться как отделочная операция после предварительной обработки, как подготовительная перед протягиванием операция, исправляющая форму и размеры отверстия, или в комбинациях: режуще-деформирующее протягивание (срезание основного припуска регулирующей частью протяжки, отделка деформирующей частью), деформирующе-режуще-деформирующее протягивание (подготовка отверстия деформирующей частью протяжки, срезание припуска режущей частью, отделка деформирующей частью); протягивание с нарезанием резьбы (метчик-протяжка). Основные виды наружного протягивания приведены на рис. 12.2, а-в. Протягивание с возвратно-поступательным перемещением протяжки в вертикальном (рис. 12.2, а) или горизонтальном (рис. 12.2, б) направлениях. Непрерывное протягивание (рис. 12.2, в) неподвижной протяжкой перемещающихся заготовок или протягивание неподвижных заготовок перемещающимися по замкнутому контуру протяжками. 12.3. Схемы резания при протягивании Схемы резания при протягивании определяются формой, расположением зубьев протяжки и последовательностью их работы. Выделяют следующие схемы протягивания (таб. 12.2): профильная - весь припуск снимается слоями, по всему профилю конфигурация слоев соответствует конфигурации готового профиля; схема применяется как окончательная, недостаток ее - сложность изготовления, заточки и переточки протяжки; генераторная - припуск снимается плоскими параллельными или дугообразными слоями; групповая (переменного резания) - каждый зуб срезает только часть ширины слоя, приходящегося на группу зубьев за счет укорочения длины регулирующих кромок зубьев* что снижает нагрузки на зуб, позволяет работать с большими толщинами среза при той же нагрузке. Обычно протяжки (особенно круглые) имеют группы зубьев с различными схемами реаания, причем чистовые и калибрующие участки выполняют по профильной схеме резания; комбинированные схемы применяют и при использовании комплектных протяжек (протяжки 1-го прохода, снимающие основной слой металла по групповой схеме, 2-го прохода - по генераторной или профильной схеме). 12.4. Конструкции протяжек Конструкции протяжек весьма разнообразны. Основные типы стандартизованных протяжек и их назначение приведены в табл. 12.3.
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |