

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Метод свободного протягивания 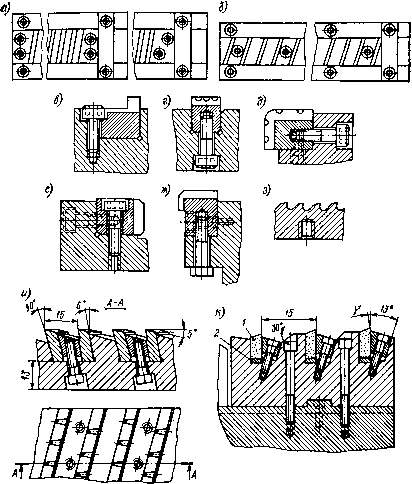 Рис. 12.9. Варианты крепления режущих элементов сборных плоских протяжек: а - винтами сверху по концам секции; б - то же, вдоль секций; в - краем головок винтов; г - винтом снизу; д-ж - одновременно с двух сторон; 8 - резьбовое отверстие с плоским дном; и - одновременное крепление двух твердосплавных пластин; к - крепление по одной твердосплавной пластине 12.6. Эксплуатация протяжек Протягивание (прошивка) может осуш,ествляться как на протяжных станках (вертикальных, горизонтальных, специальных непрерывного действия), так и на волочильных станах, прессах и другом оборудовании (табл. 12.13, 12.14). Режим работы протяжек (скорость резания, подача) должен быть согласован с их конструкцией по следующим причинам: 12.13. Основные характеристики универсальных протяжных станков для внутреннего протягивания Параметр Л1одель станка горизонтально-протяжного ю ю юю iQlQ вертикально-протяжного Номинальное тяговое усилие, кН Наибольшая длина хода салазок (ползуна), мм Рабочая поверхность опорной плиты, мм 49 1000 360Х Х360 98 1250 450Х Х450 196 1600 450Х Х450 392 2000 560Х Х560 49 1000 98 1250 196 1250 392 1600 12.14. Основные характеристики вертикально-протяжных станков для наружного протягивания
1) подача на зуб протяжки задается конструкцией и не может изменяться при эксплуатации; 2) стойкость (наработка на отказ) чистовых и черновых зубьев различна и зависит как от конструкции (соотношение Sz цист и Sz черн) так и от режпмов обработки (v); 3) стойкость, мин, подача на зуб и скорость резания связаны зависимостью Значения коэффициента Ст и показателей степени п и у приведены в табл. 12.15. 12.15. Значения коэффициента Ст и показателей степени п и у
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |