

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Холодная и полугорячая объемная штамповка 9. Схема технологического процесса подготовки поверхности заготовок из алюминиевых сплавов
быть применены дисульфид молибдена MoSj - молибденит, моликот, паста ВНИИ НП-232 по ГОСТ 14008-79 Особую сложность представляет подготовка к выдавливанию поверхности заготовок из сталей, содержащих никель, никелевых и других аналогичных труднодеформируемых выдавливанием сплавов, фосфатнрование и пассивирование которых не дает удовлетворительных результатов. В этих случаях следует проводить оксалати-рование. Для оксалатирования сталей применяют раствор, содержащий 24 г/л щавелевой кислоты, 12 г/л закисного щавелевокислого железа, 6 г/л двух-хромовокислого калия и 160-200 г/л повареиной соли. Оксалатирование заготовок из никелевых сплавов проводится в ванне, содержащей 24 г/л щавелевой кислоты, 12 г/л закисного щаиелевокислого железа, 6 г/л двух- хромовокнслого калия. Продолжительность обработки 25-30 мин, температура 60-70°С. Масса покрытия 2-3 мкг на 1 м поверхности. Рабочий раствор имеет рН 1 - 1,5. После оксалатирования сгуществляю! омылива-ние аналогично фосфагированию. Остатки оксалата после обезжиривании штампованных полуфабрикатов удаляются в 1*1-20%-ном растворе серной кислоты в течение 5-10 мин. По зарубежным данным, применяют также животные жиры (бараний, костный, лярд), растворенные в бензине или бензоле в соотношении 1 кг жира на 8 дм*. Смазочный материал нано-ситси тонким слоем на заготовку либо окунанием с последующей сушкой при 200 °С. При холодном прямом и обратном выдавливании заготовок из никеля с деформацией (8<$0,45) смазывание 10. Схема технологического процесса подготовки поверхности заготовок из латуни
осуществляют сильно хлорированными минеральными маслами; наилучшие результаты достигаются при выдавливании заготовок из никеля, покрытых медью. При выдавливании заготовок из титана может быть применено фто-ристофосфатное покрытие (табл. И) в комбинации с графитомолибденито-вой пастой, при выдавливании заготовок из циркония и их сплавов - фосфа-трование после покрытия цинком, медью или кадмием толщиной до 0,1 мм [8], При выдавливании заготовок из магния используют графит. По зарубежным данным, применяют материалы, содержащие 1 часть графита и 5-9 частей керосина. Рекомендуемые и предельно допустимые относительные деформации при холодном выдавливании приведены в табл. 12, в которой с увеличением порядкового номера группы и подгруппы рекомендуемая (допустимая) относительная деформация заготовок уменьшается. Повышение техио.тогической деформируемости заготовок. Тех нологнче-ские возможности процессов штамповки определяются совокупностью системы; деформируемое тело промежуточный слой инструмент машина. Прямая связь определяет выбор параметров существующих и создание новых машин технологического комплек- 11. Рекомендуемые составы ваий и режимы ианесеиия химических покрытий иа титановые сплавы Режим обработки о do а. га 50 г/л Na3P04, 20 г/л KF-HF, 19 мл/л HF (40 %-ного) 50 г/л 2пНРОз, 50 г/л KF или HF 20 г/л ZnS04, 95 г/л лимоннокислого натрия, 150 г/л NH4F, 0,5 г/л столярного клея 70 50 10 20 са (прессов и т. п.), удовлетворяющих требованиям современной технологии (кинематика движения механизмов ма-щииы, максимально допустимые силы. графики зависимости допустимого усилия от хода ползуна, запаса работы и др.) и автоматизации. Обратная связь определяет кинематику пластического деформирования. Технологические возможности процессов, зависящие от параметров деформируемого тела, характеризуются технологической деформируемостью. Технологическая деформируемость тела - совокупность двух взаимно связанных функций Д., = Дт(Д) и Д,. = Д,(Я), (1) где Д - деформируемость тела; Р - технологическое усилие. Для технологических расчетов целесообразно, чтобы уравнения (1) имели единую структуру. Этому удовлетворяет уравнение (2), все члены которого выражаются через относительную деформацию: Д, (Д)-а>етах<Дг(Р)-6, (2) где бщах - максимально допустимая в реальном (производственном) процессе относительная деформация тела; Д.р (Д) - деформируемость заготовки, ограниченная возможностью разрушения; Д (Р/ - деформируемость заготовки, ограниченная допустимым усилием на инструмент и оборудова- 12. Рекомендуемые (предельно допустимые) суммарные относительные деформации при холодном выдавливании заготовок из цветных металлов и сплавов, %
ние; а, 6 - запас деформируемости, необходимый для устойчивости технологического процесса, обеспечивающего стабильное качество (а) и оптимальные силы на инструмент и оборудование (Л). Основные факторы, влияющие на деформируемость и разрушение тела при обработке давлением, - пласгич-ность материала Фд, качество Ф, геометрия Фр и взаимное влияние Ф частей тела, т. е. ДД(Ф , Ф , Фг, Фв). (3) Деформируемость тела определяют по характерным геометрическим размерам. Допустимая деформация определяется в зависимости от технологических и эксплуатационных требований к деформируемому гелу: до начала образования необратимых субмикроскопических и микроскопических дефектов, приводящих при дальнейшем деформировании к разрушению; до начала образования макротрещин; до начала образования макротрещин, число и размеры которых превышают допустимые. Наиболее простой способ решения задачи определения Д = Д (Фц) - нахождение для всех частиц тела (а при достаточной изученности процесса - для типовых частиц опасных зон) совокупности степени деформации сдвига Л и показателя напряженного состояния П, которые образуют замкнутую область напряженно-деформированного состояния тела на диаграмме пластичности Лр = Л (П), где Лр - cienenb деформации сдвига в момент макроразрушения. Если поле величин (А, П) в какой-либо части области (рис. 29) расположено: ниже кривых 1 н 2, определяющих предел допустимых (обратимых) нарушений (рнс. 29, а), то заготовка может выдержать данную операцию (например, прямое выдавливание стержня сложного сечения) без макроразруше-ння с заданным качеством: ниже кривой но в области Л; (j = = 1, 2, 3 ...) выше кривой 2 (рис. 29, б), то заготовка может выдержать данную операцию без макроразрушения, но в областях А{ могут  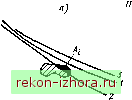 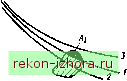 Рис. 29. Схема вариантов расположения поля иапрпженио-деформироваиногосостояния частиц одной из наиболее опасных с позиций разрушения зон деформируемого тела в некоторый момент деформации: о - без макроразрушения и наследственных дефектов, не превышающих заданный предел; б - без макроразрушеиия, нос образованием необратимых дефектов, число и значение которых не превышают допустимых; в - с образованием макротрещин. Число н значение которых не превышают Допустимых; / - кривая пластичиосги; 2 - кривая, определяющая предел допустимых обратимых нарушений; 3 - кривая, определяющая предел допустимых кротрсщин образоваться необратимые дефекты, которые не превышают допустимую величину, ограниченную кривой 2 (например, образование дефектов в центральной части заготовки при редуцировании); ниже кривой 1, кроме областей (рис. 29, в); в этих областях образуются макротрещины, наличие и величина которых ограничены положением кривой 3; например, при высадке фланца с поыедующей обрезкой граней из заготовки с пониженной деформируемостью обычно допустимо образование незначительных трещин на боковой поверхности, где величина П > О, поскольку поверхностный слой идет в технологический отход независимо от наличия трещин. Определяющие параметры пластичности: физическая природа металла или сплава (химический и фазовый состав, тип или совокупность типов кристаллических решеток, структура, гетерогенность, состояние границ зерен и другие характеристики, влияющие на дислокационный механизм пластической деформации и разрушения); напряженно-деформированное состояние и термомеханический режим деформации Лр = Лр(Ег, ljt< Т); (4) история нагружения и деформации Ар = Лр fn(0]fcoV- чувствительность к скорости изменения термомеханического режима Лp = Лp(aj, iij, t); чувствительность к неоднородности термомеханического режима, характеризующая влияние окрестности частицы, т. е. градиентов е;, 1, Т л л \ Р~Р \ dxt dxt dxj где Xi - декартовы координаты, переменные Эйлера; Oj, - тензоры напряжений и скоростей деформаций; Ej, 1 - интенсивности деформаций и скоростей деформации; Т - эмпирическая температура деформации. Наряду с Фц на деформируемость также влияют факторы Фк, Фг, Фв- Фактор качества Фк определяет металлургический цикл производства и технология на каждом этапе (плавка, литье, раскисление и др.), дефекты металлургического происхождения (газонасыщенность, плены, раковины, ликвация и др.), их наследственность и закон распределения по объему тела; структурное состояние (субмикро-, макро- и микроструктура компонентов и примесей) в зависимости от режима предварительной обработки (литье, горячая прокатка, холодная прокатка --+ отжиг и др.), наследственность и закон распределения по объему тела; физико-химическое состояние поверхностного слоя и микрогеометрия поверхности деформируемого тела, способность к взаимодействию с атмосферой, с промежуточным слоем покрытия и смазочного материала, инструментом (адгезия и когезия, перенос металла и т. д.); физико-химические свойства ювенильной поверхности, образующейся при внутреннем микро-и макроразрушении; ее способность к схватыванию и его условия. Фактор геометрии Фр те,ла определяет форма, относительные и абсолютные размеры (масштабный фактор) деформируемого тела. Фактор взаимного влияния Фд частей тела определяет чувствительность к неоднородности термомеханического режима Д = Д(ф,)=д( дх, dxi dXi и скорости его изменения. Выражается количественно через величину допол-[штельных и остаточных напряжений в микро- и макрообъемах (в том числе в пределах всего тела, независимо от физических причин, их вызывающих). Проблема деформируемости приобретает особую актуальность при штамповке деталей сложной формы, если процессы характеризуются повышенными величинами П и резко выраженной неравномерностью деформации. При штамповке гетерогенных сплавов необходимо также учитывать вид разрушения, который определяет качество деформируемого тела, влияние масштабного фактора и устойчивость технологического процесса обработки давлением в целом. Анализ номенклатуры деталей, применяемых в различных отраслях машиностроения (автотракторосельхоз-машииостроение, станкостроение, химическое машиностроение и др.), показывает, что для дальнейшего расши- рения технологических возможностей холодной объемной штамповки необходимо освоить процессы производства деталей из сталей и сплавов с повышенными эксплуатационными свойствами (сопротивлением усталости и другими показателями прочности, износостойкости и т. п.). Следовательно, необходимо: 1) расширять производство деталей холодной объемной штамповкой из традиционно применяемых сплавов цветных металлов АМгЗ, АМН, АД1, Л63 и т. п. и сталей 10, 15, 20, 15Х и т. п.; 2) осваивать и расширять производство деталей из сталей н сплавов с повышенными эксплуатационными свойствами, к числу которых относятся алюминиевые сплавы Д16, АМгб, АК5, В95, медные спл:1вы типа ЛС59-1, БрЛМц 9-2, БрБ2, БрКН1-3, БрКМц.З-1, низколегированные стали типа 12ХНЗА, 16ХСН, 38ХГНМ, 40Х, 40ХН, 40ХНГА, ШХ15, ШХ20СГ. Заготовки из сталей и сплавов первой группы после подготовки поверхности и разупрочняющей термической обработки (РТО) по известным режимам имеют высокую технологическую деформируемость. Холодная объемная штамповка заготовок из сталей и сплавов второй группы затруднена из-за пониженной технологической деформируемости, особенно из-за пониженных пластичности и деформируемости сложных сплавов цветных металлов и высокого сопротивления деформации легированных ста.тей. Кроме того, при холодной объемной штамповке деталей ответственного назначения значительно повышается актуальность прогнозирования возможности внутреннего макроразрушения и уровня повреждаемости (по терминологии В. Л. Колмогорова) металла на субмикроскопическом и микроскопическом уровнях. Поскольку проблемы деформируемости и разрушения неотделимы, то при их реализации должны комплексно решаться задачи как улучшения технологических свойств заготовок, так и повышения качества штампованных заготовок. Основные способы повышения технологической деформируемости заготовок: 1) применение и оптимизация режимов РТО заготовок с целью достижения заданного уровня их технологической деформируемости, соответстну-ющего принятому ишерва.ту термомеханических параметров штамповки; 2) управление кинематикой течения металла с обеспечением протекания процесса в заданном интервале показателей напряженного состояния, составленных из инвариантов тензора и девиатора напряжений; 3) создание новых марок сталей и сплавов, удовлетворяющих требованиям технологии холодной штамповки и обеспечивающих повышение эксплуатационных характеристик деталей; 4) теплая и полугорячая объемная штамповка заготовок из сталей и сплавов с повышенным сопротивлением деформации. Наиболее универсальным в производственных условиях является первый способ, реализация которого базируется на целенаправленном поиске оптимальных режимов РТО на основе использования методов физического металловедения в сочетании с достоверной информацией о зависимости сопротивления деформации от степени деформации и пластичности от показателей напряженного состояния. Первую зависимость характеризуют кривыми упрочнения при существующих и оптимальных режимах РТО в координатах CTs - Л, где Oj - напряжение течения. Вторую зависимость характеризуют кривыми пластичности при существующих и оптимальных режимах РТО в координатах Лр-П. В общем виде Ар= J НЛ; П=(-, Но), где 4 - момент времени, соответствующий исходному (недеформиро-ваниому) состоянию; / р - момент времени, соответствующий моменту макроразрушения рассматриваемой частицы тела; о - среднее напряжение; Т - интенсивность касательных напряжений; Но - параметр Надаи- Л оде. Эти зависимости при известной истории деформирования с учетом стати-
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |