

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Холодная и полугорячая объемная штамповка 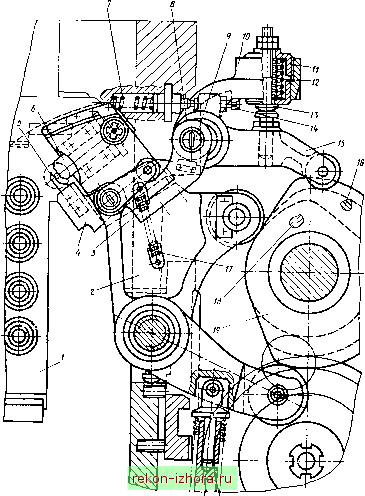 Рнс, 11. Механизм отрезки заготовки по всей длине, исключающего его продольный изгиб. Выталкивающий стержень 4 в автомате (рис. 1?) перемещается в призмах 3, собранных в обойме 2, толкателем /. Многопозиционпые автоматы для холодной объемной штамповки коротких деталей принципиально имеют такое же конструктивное исполнение, что и автоматы для штамповчи стержневых деталей. Имеющиеся отличия обусловлены особенностями осуществляемого на этих автоматах технологического процесса. Привод автоматов, как правило, осуществляется от электродвигателя постоянного тока, что позволяет благодаря бесступенчатому регулированию числа ходов установить оптимальный 1 г 3 It 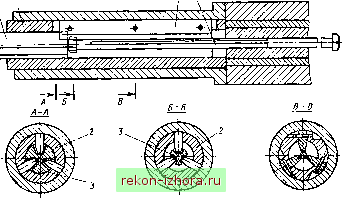 Рис. 12. Механизм выталкивания заготовки из матрицы режим работы при изготовлении коротких заготовок различной формы, размеров и с различными механическими свойствами материала. На автоматах устанавливают блокировочное устройство механизма подачи с приводом от пневмоцилиндра. Оно позволяет включить и отключать подачу без остановки автомата и обеспечивает подачу механизмом только мерных заготовок. Привод механизма переноса обеспечивает точную установку заготовок при их перемещении на позиции штамповки. Наиболее широкими технологическими, возможностями обладают пяти-позиционные автоматы. На автоматах для многопозициолной штамповки коротких деталей предусматривается вожиожность поворота заготовок при перемещении их с одних позиттий на другие. В зависимости от технологии штамповки перенос заготовок может происходить и без их поворота на той или иной позиции. В многопозиционных автоматах применяется много различных схем и конструкций систем переноса заготовок. Фирмой Недшруф создан оригинальный перенос роторного типа. Перенос заготовок с позиции на позицию осуществляется четырьмя непрерывно вращающимися переносящими пальцами с постоянной угловой скоростью, поэтому силы инерции не ограничивают скоростной режим работы автомата. Позиции штамповки в этом автомате расположены по вертикали, как и в некоторых моделях отечественных многопозиционных автомагов. В механизме отрезки применены демпфирующие пневматические устройства для устранения зазора в сочленениях. Подвижные части механизмов автомата уравновешиваются путем установки Противовесов на коленчатом и промежуточном валах. Основные силовые механизмы автоматов (привод механизма отрезки механизм выталкивания) оснащены предохранительными устройствами, отключающими автомат при его перегрузке. На рис. 13 показана циклограмма гайкоштамповочного многопозицнон-ного автомата. Технические характеристики серийно изготовляемых многопозиционных автоматов для холодной объемной нпамповки коротких деталей (гаек, колпачков, колец, втулок и др.) приведены в табл. 5. На горизонтальных многопозиционных автоматах универсального назначения можно штамповать как короткие детали (гайки, ниппели, пробки, втулки и др.), 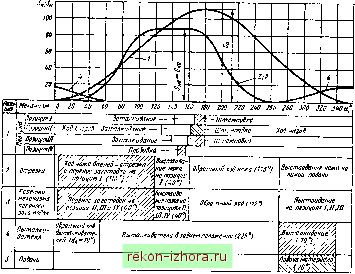 Рнс. 13. Циклограмма гайкоштамповочного многопозицнонного автомата 5. Технические характеристики миогопозициониых автоматов для холодной объемной штамповки коротких деталей
так и стержневые длинные (болты, ступенчатые пальцы, оси, шаровые пальцы и др.), а также всевозможные фасонные детали сложной конфигурации. При создании такого рода автоматов предусматривается возможность их быстрого переналаживания на штамповку полуфабрикатов или деталей другого типоразмера. В автоматах используется высокоскоростная качественная отрезка заготовок закрытыми ножами с наличием электронного устройства для точного контроля длины отрезаемой заготовки. Посадочные гнезда для пуансонов имеют увеличенные диаметры почти такого же размера, как и для матриц. Это позволяет осуществлять формообразующие переходы в пуансонах такие же, как и в матрицах. Клещи, переносящие заготовки, при возврате на исходные позиции поднимаются и проходят над пуансонами. В механизме переноса заготовок нет ползуна, на котором монтируются клещи; все детали механизма совершают кача-тельное и вращательное движения вокруг осей. Инструменты размещаются не в одном цельном блоке, а в отдельных быстросменных блоках. При смене инструмента соответствующий блок с пакетом матрицы или пуансона заменяется заранее собранным сменным блоком. Регулирование клещей механизма переноса осуществляется вне aBTOMaia на специальном установочном шаблоне. Современные горизонтальные автоматы для холодной объемной штамповки И31 отовляют с шумопонижаюшцм коробчатым кожухом, который одновременно служит наружной облицовкой автомата. Автоматы оборудованы уловителями масляного тумана и уст. ройствами электростатического масло-отделения. Н() горизонтальных автоматах можно осуществлять штамповку полуфабрикатов и деталей не только из бунтового м.чгериала, но и из заранее нарезанных и фос()а тированных заготовок, в том числе и в виде дисков, подаваемых из бункера вибрационным конвейером или каким-либо другим способом. К автоматам такого рода относится. например, специализированный автомат А0230 для двухстороннего холодного выдавливания заготовок поршневых пальцев. Глубина полостей с каждой стороны / > 2,5 диаметра полости. Поршневые пальцы выдавливаются из штучных заготовок, отделенных от калиброванного прутка. Автомат оснащен бункерно-загру-зочным устройством для подачи заранее подготовленных цилиндрических заготовок. Он выполнен с двумя ползунами, совершающими возвратно-поступательное движение навстречу друг другу от кривошипно-коленно-рычажных механизмов. Матричный блок совершает периодическое вращательное движение. На рис. 14 показан штамповочный инструмент и процесс формообразования поршневых пальцев. Цилиндрические заготовки / поступают из накопителя 2 на позицию / заталкивания и редуцирования; на позиции осуществляется двухстороннее обратное выдавливание полостей; на позиции / -- контроль выдавленных полостей, на позиции IV - калибровка торцов, на позиции V - выталкивание готового полуфабриката поршневого пальца. Предусмотрена позиция /V для вырубки перемычки между полостями. Все инструментальные блоки прикреплены к ползуну 3. Техническая характеристика Номинальная сила, кН . . . . 1000 Наибольший внутренний диаметр выдавливаемой заготовки, мм ........... 28 Ход ползуна, мм ...... 240 Число ходов ползуна в минуту 28 Наружный диаметр блока матриц, мм......... 890 Число позиций в блоке матртщ 6 Мощность электродгигателя, кВт ............ 55 Для холодной объемной штамповки полуфабрикатов и деталей сложной конфигурации применяют также вертикальные многопозиционные автоматы с четырехзвенным кривошипно-пол-зунным главным исполнительным механизмом. Пятипознционный автомат К8238 с номинальным усилием 6300 кН имеет следующие технические характеристики; ход ползуна 170 мм. 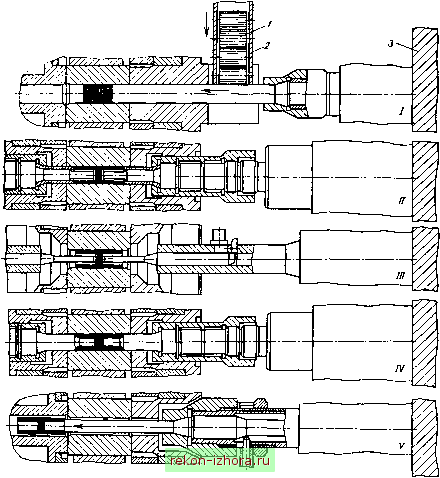 Рис. 14. Штамповочный инструмент и процесс формообразования поршневых пальцев ЧИСЛО ходов ползуна в минуту 20- 40, наибольшее расстояние между столом и ползуном в его нижнем положении 750 мм, размер стола 800x800 мм, мощность привода 40 кВт, габаритные размеры (длинахширинахвысота) 2640x1760 x 3900 мм, масса 25 т. В новых моделях автоматов для хо-ложной объемной штамповки применяют управляющую микроэвм на основе микропроцессорного набора (комплекта) с сенсорными датчиками. Такая система служит для контроля процессов формообразования штампуемых заготовок на всех рабочих позициях и позволяет наблюдать за работой механизмов и устройств автомата. С помощью этой системы, например, контролируют подачу калиброванного материала, качество отрезки заготовки, износ инструмента и его разрушение, работу системы привода переноса заготовок и работу клещей, погрешности в позиционировании заготовок и др. При обнаружении любой неполадки в каком-либо механизме автомата происходит его мгновенное выключение. Наблюдение с помощью микропроцессоров за операциями штамповки и их контролирование гарантирует не только качеетво отштампованных полуфабрикатов или деталей, но и способствует долговечности работы автомата, обеспечивает сохранность инструмента. 3. АВТОМАТЫ ОБРЕЗНЫЕ И ДЛЯ ПОВТОРНОЙ ВЫСАДКИ Автоматы предназначены для обрезки цилиндрических головок по требуемому контуру (шестигранник, квадрат и т. п.) ранее отштампованных стержневых деталей на холодновысадочных автоматах, а также для редуцирования стержня детали перед обрезкой и повторной высадки с целью получения головки более сложной формы Автоматы используются как самостоятельное оборудование, а также в составе автоматических линий. На автоматах (табл. 6) обрабатывают детали с наибольшим диаметром стержня 6-20 мм, длиной ;<5d и /=(6-=-10)d. Обрезной пуансон / (рис. 15) автомата закреплен ь пуансонодержате-ле 2 ползуна главного исполнительного механизма, а обрезная матрица 3- в матричном блоке 4. При необходимости редуцирования стержня применяют матрицу с редуцирующей вставкой. Взаимодействие механизмов автомата осуществляется в соответствии е циклограммой (рис. 16) Отличительной особенностью обрезных автоматов является исполнение конструкции ползуна с выталкивателем (рис. 17). Ползун Т-образиой формы получает возвратно-поступательное перемещение от коленчатого вала. На передней части ползуна / (рис. 17) в державке 2 закреплен пуансон 3 G заталкивателем 4 (рис. 18). Внутри ползуна смонтирован механизм выталкивания 5. При движении ползуна вперед заталкиватель упирается в стержень заготовки и прижимает ее к матрице. При дальнейшем движении ползуна вперед стержень заготовки входит в пуансон 3 до момента прижатия головки заготовки пуансоном к матрице. Происходит обрезка граней головки, Примерно при угле поворота коленчатого вала 10°, т. е. в момент окончания обрезки, срабатывает механизм выталкивателя, который проталкивает деталь через матрицу. При этом первоначальное (силовое) выталкивание осуществляется 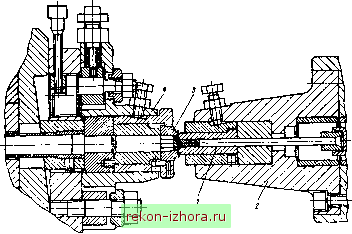 Рис. 15. Штамповочный инструмент обрезного автомата
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |