

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Хитрости слесарного дела  Рис. 354. Паяльники периодического подогрева: а - угловой, б - прямой 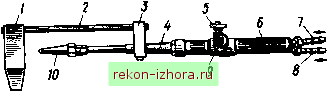 Рис. 355. Газовый паяльник непрерывного подогрева 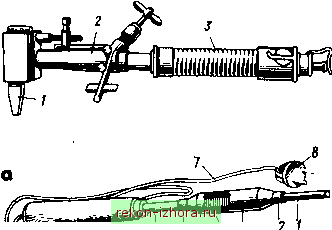 Рис. 356. Бензиновый паяльник непрерывного подогрева \ 5 2 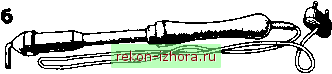 Рис. 357. Электрические паяльники: апрямой, б - угловой, 1 - медный стержень (теп-лопередатчик), 2 - хомутик, 3 - накладные боковины, 4 - нагревательный элемент, 5 - стальная трубка, 6 - рукоятка, 7 - шнур, 8 - штепсельная вилка непрерывно подогревается пламенем бензиновой горелки 2. Рукоятка 3 является одновременно резервуаром для бензина. Резервуар наполняют неполностью, оставляя небольшое свободное пространство. После заполнения резервуара бензином крепко завертьшают вентиль на конце рукоятки. Категорически запрещается заполнять бензином резервуар вблизи огня. Электрические паяльники применяют широко, так как они просты по устройству и удобны в обращении. При их работе не образуются вредные газы, разъедающие полуду на медном стержне, и нагрев спаиваемых мест осуществляется равномерно при постоянной температуре, что значительно повышает качество пайки. Такие паяльники нагреваются быстро - в течение 2...8 мин. Электрические паяльники бьшают прямыми (рис. 357, й) и узловыми (рис. 357, б). Для пайки оловянно-свинцовыми припоями изготовляют электрические паяльники ПЦН-Ю, 11ЦН-16, ПЦН-25, 11ЦН-40,11ЦН-65, ПЦН-ЮО, 11ЦН-160, ПЦН-250 (буквы обозначают: П - паяльник электрический; Ц - несменный паяльный стержень; Н - непрерьшный режим нагрева; цифрой обозначена номинальная мощность (Вт). 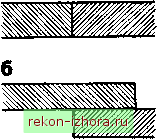  штш/т Рис. 358. Паяные швы: а - стыковой, б - нахлесточный, в - ступенчатый, г - с косым срезом, д - стыковой с накладкой, е - герметичный Виды паяных швов (рис. 358,а-е). В зависимости от предъявляемых к спаиваемым изделиям требований паяные швы разделяют на три группы: прочные, обладающие определенной механической прочностью, но не обязательно герметичностью; плотные - сплошные герметичные швы, не допускающие проникновения какого-либо вещества; плотнопрочные, обладающие и прочностью, и герметшь ностью. Соединяемые детали должны хорошо подгоняться одна к другой. § 89. ПАЙКА МЯГКИМИ ПРИПОЯМИ Пайка мягкими припоями делится на кислотную и бескислотную. При кислотной пайке в качестве флюса употребляют хлористый цинк или техническую соляную кислоту при бескислотной - флюсы, не содержащие кислот: канифоль, терпентин, стеарин, паяльную пасту и др. Бескислотной пайкой получают чистый шов; после кислотной пайки не исключена возможность появления коррозии. Процесс пайки мягкими припоями включает в себя подготовку изделий к пайке, подготовку паяльника, расплавление припоя, охлаждение и очист! шва. Подготовка изделий к пайке. Прочное паяное соединение может быть получено только в том случае, если место пайкн предварительно очищено от грязи, жиров, продуктов коррозии и оксидных пленок, которые сильно мешают растеканию припоя и его проникновению в шов. Поверхность изделий перед пайкой очищают, обезжиривают, травят, промьшают и сушат. Механическую очистку поверхности изделий от ржавчины и окалины вьшолняют наждачной бумагой, напильниками, металлическими щетками, шлифовальными кругами, стальной или чугунной дробью. Химическое обезжиривание в щелочных ваннах является наиболее простым и эффективным способом; заключается оно в обработке изделий в тонко размолотой и разведенной водой до кашицеобразного состояния венской извести, которую кистью наносят на изделие. Поверхность затем тщательно протирают и смьюают водой. Обезжиривание в органических растворителях применяют для удаления толстого слоя масла с изделий со сложными поверхностями, внутренними полостями и глубокими отверстиями. Для этого используют ацетон, бензол, скипидар, бензин, метиловый и этиловый спирты и др. Химическое травление применяют в тех случаях, когда имеющиеся на поверхности изделия оксидные пленки и другие соединения не удаляются обезжириванием и препятствуют образованию прочного соединения припоя с паяемым металлом. Травление осуществляют погружением изделий в растворы серной, соляной, фосфорной и других кислот. Очистку с помощью ультразвука применяют в тех случаях, когда другие способы не обеспечивают нужную чистоту поверхности. В ультразвуковых ваннах в качестве очищающей среды используют органические растворители, щелочные растворы, горячую воду, мьшь-ный раствор и др. Подготовка паяльника заключается прежде всего в доводке его под углом 30...40° и очистке от следов окалины. Затем обушок паяльника нагревают, следя, чтобы его рабочая часть находилась в некоптящей зоне пламени и нагрев осуществлялся до определенных температур -250...300 °С при пайке мелких деталей и 340...400 °С при пайке крупных. Необходимо следить, чтобы naaribHHK не перегрелся. Нагрев паяльника вьпие 500 °С повьпиает окалинообразование и затрудняет лужение наконечника. Признаком перегрева является появление зеленоватого пламени и быстрое сгорание канифоли с выделением дыма вместо ее плавления. При перегреве паяльник снимают с огня, дают ему немного остыть, зажимают в тисках, опиливают плоским напильником рабочий конец дочиста с обеих сторон и снимают с ребер заусенцы (рис. 359, а). О нормальном нагреве паяльника судят по легкому покраснению обушка. Если паяльник недостаточно нагрет, то припой на спаиваемых поверхностях быстро остьшает и превращается в кашицеобразную массу. Такая пайка очень непрочна. Во время длительной пайки периоди-
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |