

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Хитрости слесарного дела даться мьпъе полов (сухая уборка пола не разрешается). Хранение одежды в помещениях, где производится пайка, запрещается, В непосредственной близости от рабочих мест, предназначенных для вьшолнения работ по пайке мелких деталей мягкими припоями, должны устанавливаться: умьшальник; бачок с 1 9-ным раствором уксусной кислоты для предварительного обмьшания рук; легкообмьшаемые переносные емкости для сбора бумажных или хлопчатобумажных салфеток и ветоши. Около умывальника постоянно должны быть мыло, щетки и салфетки для вытирания рук (применение полотенец общего пользования не разрешается), Подготовка металлов и процесс пайки связаны с выделением пьши, а также вредных паров цветных металлов и солей, которые вызьюают раздражение слизистой оболочки глаз, поражение кожи и отравление. Поэтому при пайке и лзокении необходимо соблюдать следующие правила безопасности: рабочее место паяльщика должно быть оборудовано местной вентиляцией; не допускается работа в загазованных помещениях; по окончании работы и перед принятием пищи следует тщательно мыть руки с мьшом; химикаты нужно засыпать осторожно, малыми порциями, не допуская возникновения брызг (попадание кислоты в глаза может вызвать слепоту; испарения кислот также очень вредны); серную кислоту следует хранить в стеклянных бутьшях с притертыми пробками; бутьши помещают в плетеные корзины и прокладьшают мягкими прокладками; пользоваться нужно только разведенной кислотой; при разведении кислоту следует вливать в воду тонкой струей, непрерывно помешивая раствор (запрещается лить воду в кислоту, так как при соединении воды с кислотой происходит сильная химическая реакция с вьщелением большого количества теплоты; даже при небольшом количестве воды, попадающей в кислоту, вода быстро нагревается и превращается в пар, что может привести к взрьшу); не допускаются ручные операции (промьюка, протирка изделий, розлив и др.), при которых возможно непосредственное соприкосновение кожи работающего с дихлорэтаном (огнеопасная ядовитая жидкость) или содержащими его смесями; при нагреве паяльника следует соблюдать обшие правила безопасного обращения с источником нагрева; при работе с паяльной лампой необходимо проверить ее исправность; горючее следует наливать в лампу не более 75 % емкости; запрещается доливать или наливать горючее в неостывшую лампу; керосиновую лампу нужно заправлять только керосином; у электрического паяльника рукоятка должна быть сухой и не проводящей тока. § 91. ЛУЖЕНИЕ Покрытое поверхности металлических изделий тонким слоем соответствующего назначению изделий сплава (олова, сплава олова со свинцом и др.) называется лужением, а наносимый слой - полудой. Лужение, как правило, применяют при подготовке деталей к пайке, а также для предрхранения изделий от коррозии, окисления. Лужение является подготовительной операцией при заливке подшипников баббитом. Полуду претотовляют так же, как и припой. В качестве полуды используют олово и сплавы на его основе. Сплавами олова со свинцом и цинком лудят металлические изделия в целях предохранения их от ржавчины. Красивую белую и блестящую полуду для лужения художественных изделий получают из сплавов олова с висмутом (соответственно 90 и 10 %). Процесс лужения состоит из подготовки поверхности, приготовления полуды и ее нанесения на поверхность. Подготовка поверхности к лужению зависит от требований, предъявляемых к изделиям, и способа нанесения полуды. Перед покрытием оловом поверхность обрабатьшают щетками, шлифуют, обезжиривают и травят. Щетками обрабатывают обьино поверхности, покрытые окалиной или сильно загрязненные. Перед обработкой изделия промьшают чистой водой, а njH обработке применяют для ускорения процесса мелкий песок, пемзу и известь. Неровности на изделиях удаляют шлифованием абразивными кругами и шкзфками. Химическое обезжиривание поверхнбстей производится в водном растворе каустической соды (на 1 л воды Юг соды). Раствор наливают в металлическую посуду и нагревают до кипения. В нагретый раствор погружают на 10...15 мин деталь, затем вынимают ее, промьшают в чистой, несколько раз сменяемой теплой воде и просушивают. На хорошо обезжиренной поверхности капли чистой воды растекаются. Жировые вещества удаляют венской известью, минеральные масла - бензином, керосином и другими растворителями. Медные, латунные и стальные изделия травят в течение 20...23 мин в 20...30 %-ном растворе серной кислоты с подогревом. Способы лужения. Лужение осуществляют двумя способами -погружением в полуду (небольшие изделия) и растиранием (большие изделия). Лужение погружением вьшолняют в чистой металлической посуде, в которую закладьшают, а затем расплавляют полуду, насыпая на поверхность маленькие кусочки древесного угля для предохранения от окисления. Медленно Погрузив изделие в расплавленную полуду (рис. 363, а), держат его в ней до прогрева, а затем вынимают, быстро встряхивая. Излишки полуды снимают, протирая паклей, обсыпанной порошкообразным нашатырем. Затем изделие промьгоают в воде и сушат в древесных опилках. Лужение растиранием вьшолняют, предварительно нанеся На расплавленной полуОе кусочки древесного 1{еля 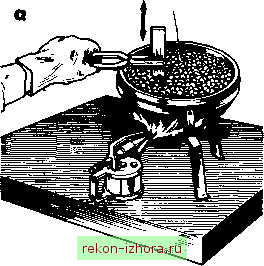 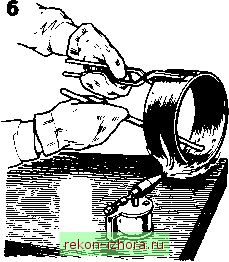 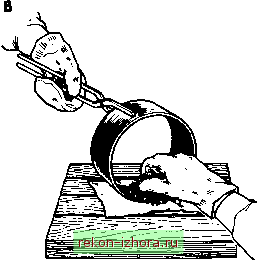 Рис 363 Лужение: а - погружение детали в ванну с полудой, б - нагрев детали, в - растирание полуды на очищенное место волосяной щеткой или паклей хлористый цинк. Затем равномерно нагревают поверхность изделия до температуры плавления полуды, которая наносится от прутка (рис. 363, б). Обсыпав паклю порошкообразным нашатырем, растирают ей нагретую поверхность так, чтобы полуда распределилась равномерно (рис. 363, в) . После этого нагревают и в таком же порядке облуживают другие места. По окончании лужения охладившееся изделие протирают смоченным водой песком, промьшают водой и сушат. § 92. СКЛЕИВАНИЕ Обоще сведения. Склеивание - это процесс соединения деталей мапшн, строительных конструкций и других изделий с помощью клеев. ЬСпеевое соединение является неразъемньил. Соединение материалов склеиванием находит все более широкое Применение. Клеевые соединения обладают достаточной герметичностью, водо- и маслостойкостью, высокой стойкостью к вибрационным и удар- 99999999
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |