

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Хитрости слесарного дела    Рис. 151. Хватка напильника правой (в) плевой {б) руками Координация усилий. При опиливании должна соблюдаться координация усилий нажима балансировка , заключающаяся в правиль ном увеличении нажима правой рукой на напильник во время рабочего хода при f дновременном уменьшении нажима левой рукой (рис. 152). Движение напильника должно быть горизонтальным, поэтому нажимы на его рукоятку и носок должны изменяться в зависимости от положения точки опоры напильника обрабатьшаемой поверхности. При рабочем движении напильника нажим левой рукой постепенно уменьшают. Регулируя нажимы ка напильник, добиваются получения ровной опиливаемой поверхности без завалов по краям. В случае ослабления нажима правой рукой и усиления левой может произойти завал поверхности вперед. При усилении нажима правой рукой ослаблении левой получится заыл назад. Прижимать напильник к обрабаг ываемой поверхности необходимо при рабочем ходе (от себя). При обратном ходе не следует отрывать напильник от обрабатываемой поверхности. Во время обратного хода напильник должен лишь скользить. Чем грубее обработка, тем больше должно быть усилие на рабочем ходе. {Начало Inpaoou рука 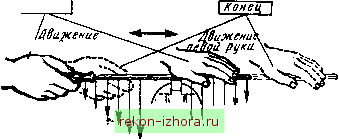 Усали!;, создаваемое правой, ракой, nocrrii пенно уоеличивается w Чсилие. создаваемое У левойрукой,посте-пенно 1меньшается Рис. 152. Координация усилий при опиливании При чистовом опиливании нажим на напильник должен бьггь значительно меньше, чем при черновом. В этом случае левой рукой нажимают на носок напильника не ладонью, а лишь большим пальцем. Опиливание поверхностей является сложным трудоемким процессом. Чаще всего дефектом при опиливании поверхностей является отклонение от плоскостности. Работая напильником в одном направлении, трудно получить плоскую и чистую поверхность. Поэтому направление движения напильника, а следовательно, положение штрихов (следов напильника) на обрабатьшаемой поверхности должны меняться, т.е. попеременно с угла на угол. Сначала опиливание вьшолняют слева направо (рис. 153, а) под углом 30...40° к оси тисков, затем, не прерывая работы, прямым штрихом (рис. 153,6, в); заканчивают опиливание косьии штрихом подтем же углом, но справа налево (рис. 153,г). Такое изменение направления движения напильника обеспечивает получение необходимых плоскостности и шероховатости поверхности. Контроль опилшной поверхности. Для контроля опиленных поверхностей пользуются поверочньиии линейками, штангенциркулями, угольниками и поверочными плитами. 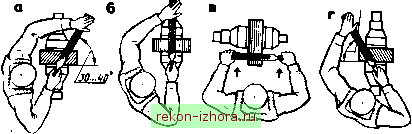 Рис. 153. Опиливание: а - слева направо, б, в - прямым штрихом соответственно поперек и вдоль заготовки, г - косым штрихом справа налево Поверочную линейку выбирают в зависимости от длины проверяемой поверхности, т.е. поверочная линейка по длине должна перекрывать проверяемую поверхность. Проверку качества опиливания поверхности поверочной линейкой производят на просвет. Для этого деталь освобождают от тисков и поднимают на уровень глаз; поверочную линейку берут правой рукой за середину, а затем прикладывают ее ребро перпендикулярно проверяемой поверхности. Для проверки поверхности во всех направлениях линейку сначала ставят по длинной стороне в двух-трех местах, затем - по короткой (также в двух-трех местах) и, наконец, по одной и другой диагоналям. Если просвет между линейкой и проверяемой поверхностью узкий и равномерный, значит, плоскость обработана удовлетворительно. S - Н. и. Макиенко Во избежаше износа линейку не следует передвигать по поверхности; каждый раз ее надо поднимать и переставлять в нужное положение. В тех случаях, когда поверхность должна быть опилена особо тщательно, проверка точности опиливания производится с помощью поверочной плиты на краску. В этом случае на рабочую поверхность поверочной плиты с помощью тампона наносят тонкий равномерный слой красителя (синька, сажа или сурик, разведенный в масле). Затем поверочную плиту накладьшают на проверяемую поверхность (если деталь громоздкая), делают ею несколько круговых движений, а потом снимают. На недостаточно точно обработанных (выступающих) местах остается краситель. Эти места опиливают дополнительно до тех пор, пока не будет получена поверхность с равномерными пятнами красителя по всей поверхности. Параллельность двух поверхностей может быть проверена с помощью штангенциркуля (рис. 154). § 41. ВИДЫ ОПИЛИВАНИЯ Опиливание наружных плоских поверхностей начинают с проверки припуска на обработку, который мог бы обеспечить изготовление детали в соответствии с чертежом. При опиливании плоских поверхностей используют плоские напильники - драчевый и личной. Сначала опиливают одну широкую поверхность (она является базовой, т.е. исходной поверхностью для дальнейшей обработки), затем вторую параллельно первой и т. д. Стремятся к тому, чтобы опиливаемая поверхность всегда находилась в горизонтальном положении. Опиливание ведут перекрестными штрихами. Параллельность сторон проверяют штангенциркулем, а качество опиливания -поверочной линейкой в различных положениях (вдоль, поперек, по диагонали). Ниже приведена последовательность опиливания поверхностей стальной плитки (рис. 155) с точностью 0,5 мм. Сначала опиливают широкие поверхности плитки, для чего необходимо: зажать плижу в тисках поверхностью А вверх и так, чтобы обраба- 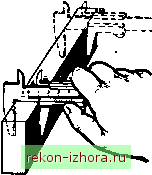 Рис. 154. Проверка параллельности опиленных поверхностей штангенциркулем Рис. 155. Поверхности стальной плитки, подвергаемые опиливанию 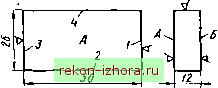
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |