

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Хитрости слесарного дела ную губку, зажимающую деталь. Воздушная камера этих тисков образуется стенками основания 1 и резиновой диафрагмой 12. Воздух через диафрагму давит на опорное кольцо 13 штока и создает рабочее усилие. В тисках зажимают детали размером не свыше 80 мм. Пневматические тиски с клиновым зажимом (рис. 12) установлены на корпусе 10 пневматической подставки. В последней профрезерован кольцевой Т-образный паз 6, в который головками входят болты, закреЬляющие тиски в нужном положении. Тиски состоят из подвижной / и неподвижной 2 губок, пневматической камеры с резиновой мембраной 9 и нажимным диском 7, подающего 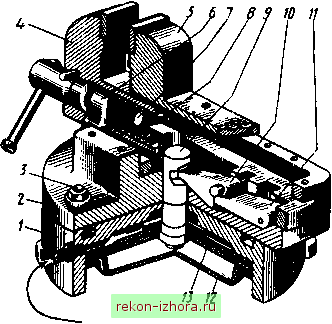 Воздух Рис. 11. Слесарные тиски с пневматическим приводом О...120м( 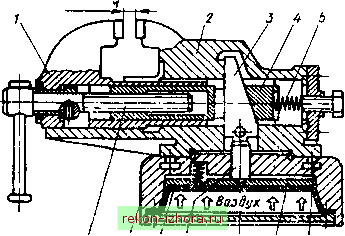 11 Ю 9 8 / С Рис 12 (jiecapHtaje пнтамаНйсЬкйе-ясклетгл*** иым зажимом штока 8 и клиновой передачи, в которую входят клин 3 и фигурная гайка 4. Губки тисков раздвигаются вручную винтом 11 на расстояние до 120 мм, а также с помощью пневматического крана; пневматический привод раздвигает губки на 6 мм. При зажиме детали винтом 11 устанавливают расстояние между губками по размеру детали, после этого подают воздух в пневматическую камеру под мембрану 9. Воздействуя на мембрану, воздух поднимает вверх нажимный диск 7 с подающим штоком 8 и клином 3; своим скосом клин перемещает фигурную гайку 4 и зажимный винт 11 с подвижной губкой 7 на 6 мм и закрепляет деталь. Давление в пневматической cei и составляет 1,4 МПа, зажимное усилие достигает 20 кН. Для освобождения детали поворачивают ручку ручного крана или от-п/екают ножную педаль, в результате чего сжатый воздух из пневматической камеры выходит в атмосферу. Пружина 5 отодвигает фигурную гайку 4 и через винт И, перемещая подвижную губку 1. освобождает деталь. При работе на тисках нужно соблюдать следующие правила: перед началом работы осматривать тиски, обращая особое внимание на прочность их крепления к верстаку; не выполнять на тисках грубых работ (рубки, правки или гибки) тяжелыми молотками, так как это приводит к быстрому разрушению тисков; при креплении деталей в тисках не допускать ударов по рычагу, что может привести к срыву резьбы ходового винта или гайки; по окончании работ очищать тиски волосяной щеткой от стружки, грнзи и пыли, а направляющие и резьбовые соединения смазывать маслом; разводить губки тисков, так как в сжатом состоянии возникают юлишние напряжения в соединении винта и гайки. Ручные слесарные тиски (рис. 13, д-в) применяют для 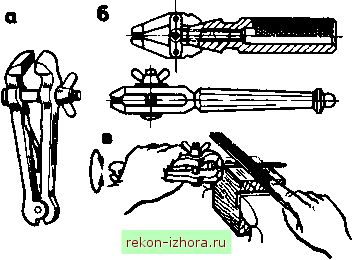 Рис. 13. Ручные слесарные тиски: а - с пружиной и шарнирным соединением, б мелких работ, в - использование тисков  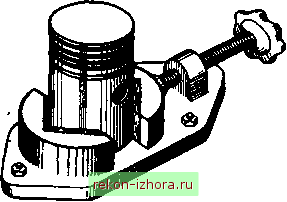 Рис. 14 Угловые (косо-губые) тиски Рис. 15. Тиски со специалы1ыми (вырезанными) губками закрепления деталей (заготовок) небольших размеров при опиливании либо сверлении, так как их неудобно или опасно держать руками. Ручные тиски различают трех типов - шарнирные (рис. 13, д), с коническим креплением и пружинные (рис. 13, б). Их изготовляют с шириной губок 36, 40, 50 и 56 мм и раскрытием губок 28, 30, 40, 50 и 55 мм, а для мелких работ (рис. 13, б) ~ с шири- , ной губок 6,10 и 16 мм и раскрытием губок 5,5 и 6,5 мм. Применяют также другие конструкции тисков. При опиливании фасок или наклонных поверхностей используют угловые, (косогубые) тиски (рис. 14), которые зажимают в закрепленные на верстаки тиски вместе с обрабатываемым изделием. На рис. 15 показаны тиски со специальными губками (с призматическими вырезами) для закрепления цилиндрических деталей. § 5. ОБЩИЕ ТРЕБОВАНИЯ К ОРГАНИЗАЦИИ РАБОЧЕГО МЕСТА СЛЕСАРЯ Одним из основных элементов организации рабочего места является его планировка, при выполнении которой учитывают требования научной организации труда к расположению рабочего места по отношению к другим рабочим местам в мастерской, расположению оборудования, местоположению рабочего и оснастки, размещению инструментов, приспособ; лений (порядок на рабочем месте). В целях экономии движений и устранения ненужных поисков предметы на рабочем месте делят на предметы постоянного и временного пользования, за которыми постоянно закреплены места хранения и расположения. Расстояния от тары с заготовками и готовой продукцией и от оборудования (верстака) до рабочего должны быть такими, чтобы рабочий мог использовать преимущественно движение рук. При этом учитывают. Что при выполнении трудовых приемов, связанных с небольшими сопротивлениями усилию, особенно при необходимости выдержать большую точность при изготовлении деталей, в работу включают мелкие звенья руки (кисть или даже одни пальцы). При выполнении приемов, связан-
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |