

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Хитрости слесарного дела  Канавки, надрублен -Hiie крейц/еиселеи для выправки уведенного 1/гл1/5ления  Контур просверливаемого отверстия Уведенное в сторону отдерстие Рис. 228. Сверление по разметке: а - разметка отверстия, б - исправление смещенного отверстия После этого удаляют стружку и проверяют концентричность лунки и круговой риски 1. Если контуры углубления 3 (лунки) смещены относительно риски 1 будущего отверстия, то от центра лунки в ту сторону, куда нужно сместить центр отверстия, крейцмейселем прорубают две-три канавки. Затем вновь продолжают сверление и, убедившись в его правильности, просверливают окончательно (рис. 228, б). Сверление глухих отверсгай на заданную глубину осуществляют по втулочному упору на сверле (рис. 229, а) или измерительной линейке, закрепленной на станке (рис. 229, б). Для измерения сверло подводят 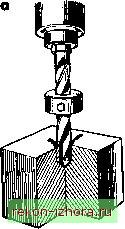 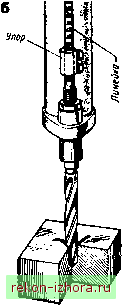 Рис. 229 Сверление глухих отверстий на заданную глубину по втулочному упору (в) и измерительной линейке (ff) до соприкосновения с поверхностью детали, сверлят на глубину конуса сверла и отмечают по стрелке (указателю) начальное положение на линейке. Затем к этому показателю прибавляют заданную глубину сверления и получают цифру, до которой надо проводить сверление. Некоторые сверлильные станки на измерительной линейке имеют упор: его нижнюю грань устанавливают на цифре, до которой нужно сверлить, и упор закрепляют винтом. Многие сверлильные станки имеют механизмы автоматической подачи с лимбами, которые определяют ход сверла на требуемую глубину. При сверлении глухих отверстий необходимо периодически извлекать сверло из отверстия, очищать последнее от стружки и измерять глубину щтангенглубиномером. Сверление неполных отверстий (полуотверстий). В тех случаях, когда отверстие расположено у края, к обрабатываемой детали приставляют пластину из того же материала, зажимают в тисках и сверлят полное отверстие (рис. 230, а); затем пластину убирают. Сверление сквозного отверстия в угольнике производят после закрепления последнего в тиосах на деревянной подкладке (рис. 230, б). Вначале выполняют полное засверливание и проверяют отверстие по контрольным окружностям. Обнаружив увод сверла, устраняют его, а затем окончательно просверливают отверстие. После этого перестанавливают угольник для сверления следующего отверстия и т. д.   Рис. 230. Сверление неполного отверстия с помощью приставной пластины (в) и сквозного отверстия в угольнике (б) : 1 - деталь, 2 - пластина Сверление отверстий в плоскостях, расположенных под углом друг к другу (рис. 231, д). Чтобы сверло не отклонялось и не ломалось, сначала подготавливают площадку перпендикулярно оси просверливаемого отверстия (фрезеруют или зенкуют), между плоскостями вставляют деревянные вкладыши или подкладки, затем сверлят отверстие обычным путем. Сверление отверстий на цилиндртпеской поверхности (рис. 231,6). Сначала перпендикулярно оси сверления на цилиндрической поверхности делают площадку, накернивают центр, после чего сверлят отверстие обычным путем. Вкладыш  Рис. 231. Сверление отверстий в плоскостях, расположенных под углом друг к другу (а), на цилиндрической поверхности (б) и в полых деталях (в) Сверление отверсгай в полых дегалях (рис. 231, в). При сверлении полость в детали забивают деревянной пробкой. Сверление отверстий с уступами можно осуществить двумя способами-. 1) сначала отверстие сверлят сверлом наименьшего диаметра, затем его рассверливают на один или два больших диаметра в пределах глубины каждой ступени; сверла меняют по количеству ступеней, последовательно увеличивая их диаметр (рис. 232, а); 2) сначала отверстие сверлят сверлом наибольшего диаметра, а затем - сверлами меньших диаметров по числу ступеней (рис. 232,6). При обоих способах сверло не уводит в сторону - оно хорошо центрируется. Измерить глубину сверления легче при втором способе, так как глубиномер упирается в дно отверстия. Сверление точных отверстий. Для получения точных отверстий сверление осуществляют за два рабочих хода. При первом рабочем ходе сверлят сверлом, диаметр которого на 1...3 мм меньше диаметра отверстия, что исключает вредное воздействие перемычки. После этого отверстие сверлят в размер. Сверло должно быть хорошо заточено. Для получения более чистых отверстий сверление ведут с малой автоматической подачей при обильном охлаждении и непрерывном отводе стружки. Сверление отверстий небольших диаметров производят на станках  Рис. 232. Сверление отверстий с уступами: а - рассверливанием, б - с уменьшением диаметра отверстия Рис. 233. Кольцевое сверление 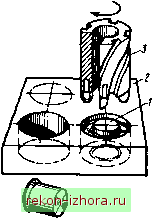
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |