

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Хитрости слесарного дела 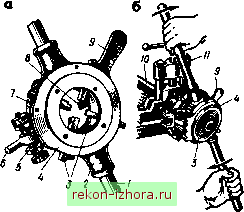 Рис. 273 Трубный клупп с раздвижными плашками для нарезания резьб диаметром от j/j До 3 : а - устройство, б - прием нарезания резьбы нием червяка 5, находящегося в зацеплении с зубчатым сектором 7, а после установки нужного размера стопорят нажимом рычага 6. Точная установка резьбовых плашек на нужный диаметр осуществляется по делениям (нониусу) на корпусе клуппа. Кроме четырех резьбовых плашек 3 в корпусе 2 клуппа установлены направляющие плашки 8 (гладкие, без резьбы), которые обеспечивают устойчивое положение клуппа на трубе при нарезании резьбы. К клуппу прилагаются несколько комплектов плашек (гребенок), допускающих нарезание трубных резьб диаметром от уз до 3 . Нарезание трубной резьбы клуппом следует осуществлять в таком порядке; осмотреть плашки: стружечные канавки должны быть чистыми, без заусенцев и других дефектов, а режущие кромки - острыми, без зади-ров, завалов и вьпсрошенных мест и изломов; конец нарезаемой трубы 10 закрепить в трубном прижиме 11 (рис. 273,6); часть трубы, на которой будет нарезаться резьба, смазать маслом (олифой); установить клупп на трубу и сблизить плашки с усилием, рассчитанным так, чтобы резьба была нарезана за несколько рабочих ходов (для диаметров до \ достаточно два хода, а для диаметров больше \ -три); вращать клупп вокруг трубы в четыре приема, т.е. за каждый прием повернуть его примерно на 90°; не свертывая клуппа с трубы, рукояткой 9 планшайбы 4 раздвинуть плашки 3 (тогда клупп снимается с трубы свободно); проверить качество нарезанной резьбы; клупп с плашками тщательно протереть, смазать минеральным маслом. § 63. МЕХАНИЗАЦИЯ НАРЕЗАНИЯ РЕЗЬБЫ Нарезание резьбы вручную является малопроизводительной и трудоемкой операцией, поэтому при возможности стремятся применить средства механизации. Для механизации процесса нарезания резьбы в крупногабаритных деталях, а также при монтаже (сборке) изделий применяют такие специальные ручные механизированные инструменты, как резьбонареза-тели с электрическим или пневматическим приводом, а также электро-и пневмосверлилки, оснащенные специальными насадками. Ре 3ьбонаре3 ат е л ь с электрическим приводом (рис. 274) имеет встроенный электродвигатель, редуктор, реверсивный механизм и нагрудник. На валу ротора электродвигателя 1 (рис. 274, а) закреплено зубчатое колесо 2, которое через зубчатые колеса 13, 12, и, 10 и 9 передает вращение свободно сидящим зубчатым колесам 6 и 3, вращающимся в разные стороны. При нажиме на корпус инструмента сверху вниз (рис. 274, б) щпиндель 7 вдвигается внутрь, его фланец 5 входит в зацепление с выступом 4 зубчатого колеса 3, метчик при зтом начинает ввертываться в отверстие. Перед вводом в нарезаемое отверстие метчик смазьшают маслом. Удерживая резбонарезатель в руках так, чтобы не бьшо перекоса метчика отнооттельно ooi отверстия, включают электродвигатель и слегка нажимают на корпус. После нарезания резьбы и прекращения нажатия шпиндель 7 вьщви-нется из корпуса и фланец 5 войдет в зацепление с выступами 8 зубчатого колеса 6. Но так как колесо 6 вращается в 2 раза быстрее, то метчик начнет с удвоенной скоростью вьшертьшаться из отверстия. Производительность нарезания резьбы таким способом в 6...10 раз выше производительности ручного сдособа. Резьбонарезатель с пневматическим приводом  Рис. 274. Резьбонарезатель с электрическим приводом: а - кинематическая схема, б - прием работы (рис. 275, а) предназначен для нарезания мелких резьб. Четырехклапан-ный ротационный пневмодвигатель 1 через редуктор приводит во вращение свободно сидящие зубчатые колеса. При нажатии на корпус муфты входят в зацепление с зубчатым колесом, что соответствует рабочему ходу (нарезание резьбы). Когда корпус за рукоятку 2 оттягивают на себя, щпиндель 5 смещается под действием пружины вниз, муфта зацепляется с зубчатьпл колесом и происходит ускоренное вывинчивание метчика из отверстия. Инструмент включают нажатием большого пальца на курок 3 (сжатый воздух пропускается через клапан в двигатель). Отработанный юздух выходит из двигателя через боковые отверстия 4. Редуктор и реверсивный механизм смазывают густой смазкой через имеющееся в корпусе отверстие. Перед вводом в отверстие метчик также смазьшают маслом. Прием работы резьбонарезателем показан на рис. 275, б. Нельзя допускать перекоса метчика относительно оси отверстия. Включая двигатель, следует слегка нажимать на корпус, нарезая резьбу. При прекращении нажима на метчик резьбонарезатель изменит направление вращения, а метчик вьшернется из отверстия. После нарезания резьбу протирают чистой тряпкой и проверяют. Нарезание резьбы в отверстиях с помощью сверлильного станка является наиболее производительным способом. Его осуществляют с помощью предохранительного патрона, в котором метчик закрепляют на допустимое усилие. При нарезании резьбы в глухом отверстии метчик упирается в дно последнего, при зтом автоматически прекращается вращение.  Рис. 275. Резьбонарезатель ПНР-8 легкого типа с пневматическим приводом: а - устройство, б - прием работы Рис. 276. Нарезание резьбы в отверстии с помощью сверлильного станка
|
|||||||
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |