

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением  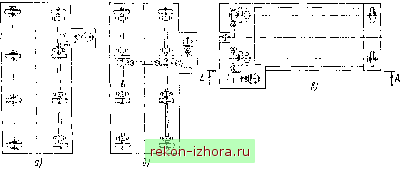 Рис. 8-68. Роликовые стенды ТОЛЬКО два приводных ролика, расположенных в одной поперечной плоскости. Роликовые стенды бывают стационарными или передвижными. Манипуляторы - это универсальные, обычно стационарные, приспособления, предназначенные для поворота изделия в процессе работы вокруг вертикальной и горизонтальной осей, а также для наклона его на разный угол к горизонтальной плоскости. Различают установочные и сварочные манипуляторы. Установочные манипуляторы (так называемые позиционеры) служат для установки изделия в удобное для сборки и сварки положение и обеспечивают только маршевое перемещение. I Сварочные манипуляторы (рис. 8-69) обеспечивают перемещения со сварочной* скоростью. Эксплуатационная характеристика манипулятора определяется его грузоподъемностью (т. е. наибольшим весом изделия при горизонтальном положении стола). Рис. 8-69. Универсальный сварочный манипулятор   наибольшими габаритными размерами изделия и числом степеней свободы его перемещения. При наклоне планшайбы и при смещении центра тяжести изделия величина его допустимого веса снижается. Свариваемые детали крепят к планшайбе при помощи универсальных или специальных приспособлений. Большинство сварочных установок содержат устройства, позволяющие располагать аппарат над свариваемым изделием (например для сварки кольцевых швов), перемещать его по высоте или в плоскости ит д. На рис 8-2 показана универсальная несущая колонна к сварочным установкам, состоящая из вертикальной штанги, крестообразного суппорта с ручным или механическим приводом и выдвижной консоли, к которой прикреплена сварочная головка. Колонна может быть установлена неподвижно или на тележке При работе самоходными аппаратами можно использовать горизонтальные рельсовые пути и приспособления, позволяющие выставить рельс параллельно свариваемым кромкам Рельсовые пути бывают стационарными и переносными. Применение стандартных, централизовано изготовляемых узлов механического сварочного оборудования позволяет легко и в сжатые сроки создавать установки для сварки различных изделий. § 8-11. Установки для сварки и наплавки Установки для сварки и наплавки подразделяют на отдельные группы в зависимости от типа свариваемых швов (продольных, кольцевых, сложной конфигурации), от типа изделий (плоскостных секций, балок, цилиндров, фланцев), от степени комплексной механизации процесса и т. д. Установки для сварки плоскостных секций из отдельных листов бывают трех разновидностей: 1) с подвесным аппаратом (рис. 8-70), содержащие тележку 2, сварочный аппарат /, кату-чую балку 3, по которой движется тележка и путь 4 для перемещения балки от одного шва к другому. В первую очередь сваривают поперечные швы, после чего всю секцию поворачивают на 90° для выполнения продольных швов. При двусторонней сварке вся секция кантуется; 2) с самоходным аппаратом, в отличие от предыдущих установок отсутствует тележка для перемещения аппарата; 3) со сварочным трактором (рис. 8-71), содержащие только стеллажи для укладки изделий; вместо применения тяжелой катучей балки переход от одного шва к другому осуществляется перекатыванием или переносом легкого сварочного трактора. Установки для сварки балок могут быть укомплектованы подвесным или самоходным аппаратом, или сварочным трактором. В первых случаях эксплуатация установки усложняется тем, что балку необходимо укладывать очень точно по отношению к рель- 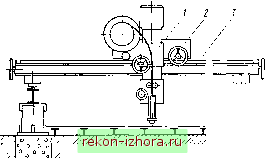
Рис. 8-70. Установка с подвесной головкой для сварки плоскостных секций совому пути. Установка со сварочным трактором (см. рис. 8-66) содержит только стеллаж или кантователь для балок. По такому же принципу могут быть укомплектованы установки для сварки цилиндрических сосудов, позволяющие сваривать как изнутри, так и снаружи сосуда. Вследствие неизбежной неконцентричности обечаек во время сварки кольцевого шва наблюдается перемещение ( плавание ) точки сварки в пространстве, что приводит к вертикальным и поперечным отклонениям электрода от шва. Это требует ручной корректировки или применения сложных копирующих систем (рис. 8-72). Значительно проще решается задача копирования шва при применении сварочных тракторов. При этом шов сваривается при вращении сосуда на роликовом стенде со скоростью, равной и встречно направленной по отношению к скорости движения трактора, опирающегося на сосуд. Вследствие этого трактор надежно копирует изделие (см. рис. 8-16). Круговые швы сосудов малого диаметра сваривают на установках с центровыми вращателями, снабженными подвесными аппаратами. Сварку круговых швов на изделиях типа фланцев, колес, шестерен целесообразно проводить на станках карусельного типа, снабженных горизонтальными или наклоняющимися планшайбами для закрепления и вращения изделия. Установки с управляемым циклом сварки представляют собой группу более совершенных установок, предназначенных для серийного или массового производства. Такие установки обеспечивают движение электрода по сложной траектории, задают последовательность наложения нескольких швов на одном изделии и т. д. Различают установки с заранее 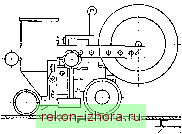 у /. Рис. 8-71. Установка с трактором для сварки плоскостных секций
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |