

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением 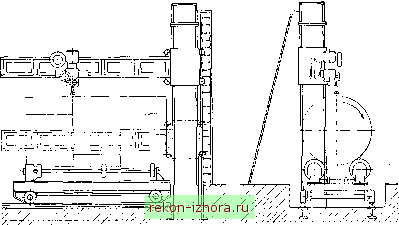 Рис. 8-72. Установка с роликовым вращателем для сварки продольных и цилиндрических швов сосудов обусловленной программой управления и установки, в которых программа управления зависит от факторов, изменяющихся в процессе сварки. В качестве примера приведены несколько установок первого типа: в установке для сварки изделий со швами сложной конфигурации (рис. 8-73) изделие зажато в плавающем кондукторе /, снабженном копирным шаблоном 4, конфигурация которого соответствует конфигурации шва. При движении головки вдоль шва связанный с ней копирный шаблон поворачивает ролик 3 вместе с кондуктором и изделием. Таким образом, соблюдается постоянство вылета электрода, а сварочная ванна занимает положение, близкое к горизонтальному. Установка для сварки корпусов шахтерских ламп (рис. 8-74) выполняет без перерыва два кольцевых и один продольный шов корпуса. Первый кольцевой шов сваривается при неподвижной головке и вращающемся изделии. После окончания этого шва подается сигнал на сварку продольного шва при неподвижном изделии и движущейся головке. Наконец, сваривается второй кольцевой шов. Переключение механизмов происходит автоматически, без обрывов дуги, при помощи системы концевых выключателей. Установка для наплавки валков блюминга снабжена упрощенным копировальным устройством (рис. 8-75), в котором два движения - вдоль образующей и перпендикулярно ей - осуществляются одним приводом через палец /, упирающийся в связанный с головкой шаблон 2. Головка снабжена двумя суппортами - вертикальным 4 и горизонтальным 5. Она приводится в движение от общего привода 6 через винт 7, шестерни 8 и 9 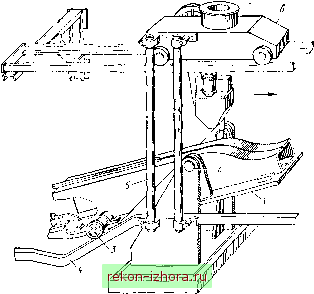 Рис. 8-73. Установки для сварных изделий со швами сложной конфигурации: / - кондуктор; 2 - ось поворота кондуктора, 3 - ролик; 4 - копирный шаблон; 5 - штанга, 6 - ходовой механизм И рейку W. При отсутствии сопротивлений по оси X шестерня 8 работает как гайка и перемещает головку вправо. Встретив сопротивление, шестерня поворачивается и при помощи рейки перемещает механизм подачи 3 по вертикали. Простейшим примером установок второго типа является установка для сварки кольцевых швов трактором (см. рис. 8-16). Поскольку невозможно добиться равенства скоростей трактора и изделия, сварочная ванна постепенно отклонится от горизонтального положения. Поэтому сварщики заведомо назначают скорость вращения сосуда большую, чем скорость сварки, так чтобы трактор постепенно отставал. Периодически рабочий останавливает вращение сосуда и дает возможность трактору вернуться в заданное положение. Автоматизация этого процесса достигается при помощи автоматического выключателя наклонного положения (маятникового или ртутного), разрывающего цепь питания электродвигателя вращателя при наклоне трактора на угол, превышающий допустимый. Другим примером может служить станок для сварки цилиндрических конденсаторов. Оператор закладывает собранный под сварку конденсатор в одно из гнезд многопозиционного стола. В дальнейшем отдельный механизм выставляет деталь на заданный уровень. После загорания дуги включается вращение детали  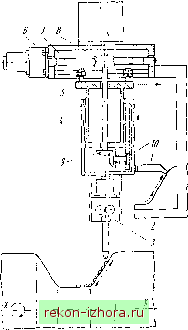 Рис. 8-74. Станок для сварки корпусов шахтерских ламп Рис. 8-75. Копировальное устройство для наплавки калибров прокатных валков И подача угольного электрода по мере его сгорания. Готовая деталь автоматически выталкивается в приемный лоток. Сборочно-сварочные установки охватывают большой комплекс производственных операций, так как сборка изделий выполняется с нужной для сварки точностью. Это позволяет отказаться от прихваток, от поиска начала шва и других операций. К сборочно-сварочному оборудованию могут быть отнесены все сварочные установки, снабженные механизированными сборочными кондукторами, с одинарными и дублированными рабочими местами (где на одном рабочем месте идет сборка, на другом - сварка). В качестве примера более сложных установок можно назвать следующие. В станке для изготовления кузовов шахтных вагонеток (рис. 8-76) совмещены сварка, сборка и вальцовка боковины вагонетки. На первом этапе кондуктор неподвижен, а движется головка. После окончания прямолинейного участка движение головки прекращается и начинается вращение кондуктора и вальцовка листа. Через пол-оборота после остановки кондуктора возобновляется движение головки. В станке изготовления стальных шаров (рис. 8-77) питатель подает в зону сварки две полусферы. Задающий нож, к которому
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |