

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением вых сплавов (ЭИ435 и др.), наоборот, уменьшение коэффициента формы шва приводит к образованию кристаллизационных трешин, аналогично тому, что наблюдается при сварке углеродистых и низколегированных сталей. Металл шва в этом случае кристаллизуется в виде елочки и кристаллиты в осевой его части соприкасаются торцами. В этом месте чаше всего образуются кристаллизационные трещины. При большом коэффициенте формы шва (порядка 2,5-3,5) кристаллиты растут в перпендикулярноосевом направлении и трещины в таком шве не образуются. При дуговой сварке тавровых соединений из высоколегированных сталей и сплавов увеличение зазора при сборке до 1,5-2 мм благоприятно влияет на характер кристаллизации металла в корне шва. В результате образования кристаллизационных трещин в корне шва не происходит (рис. 10-31). Аналогичное явление наблюдается при сварке соединений типа клавишной пробы. Например, увеличение зазора между лопатками газотурбинного ротора позволяет повысить стойкость шва против образования поперечных трещин, идущих от зазора. Узкий зазор в этих случаях играет роль острого надреза, инициирующего трещину. Опыт показывает, что влияние предварительного и сопутствующего подогревов сварного соединения высоколегированных сталей и сплавов может быть различным и зависит от их состава и свойств. В общем можно признать, что подогрев не оказывает сколько-нибудь заметного влияния на стойкость высоколегированных швов против образования кристаллизационных трещин. Рис. 10-31. Влияние зазора в корне шва на стойкость аустенитного углового шва против образования кристаллизационных трещин. а, в - сварка без зазора, тре- щины есть, б, г - сварка с зазором, тре щи и нет 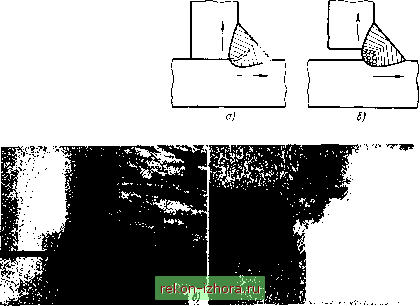 Более того, в ряде случаев он вреден вследстве увеличения провара основного металла и повышения в шве (в результате разбавления его основным металлом) концентрации кремния, серы, фосфора, ниобия и других элементов, вызывающих образование кристаллизационных трещин. Подогрев полезен при сварке низкопластичных и литых высоколегированных сталей для предотвращения образования в сварных соединениях холодных трещин. Большое влияние на образование кристаллизационных трещин в высоколегированных швах оказывает режим сварки. Швы, выполненные тонкой проволокой диаметром 1,2-2 мм на умеренных режимах при минимально возможных значениях погонной энергии сварки, обладают повышенной стойкостью против образования кристаллизационных трещин. Во всех случаях сварки, независимо от структурного класса высоколегированных сталей и сплавов, предпочтение следует отдать сварочным материалам (проволокам, электродным стержням и покрытиям, флюсам) повышенной чистоты. При сварке трудносвариваемых аустенитных сталей и сплавов обязательным является минимальное проплавление основного металла с целью недопущения повышения в шве концентрации кремния, меди, серы, фосфора, бора (речь идет о концентрациях до 0,1%), могущих вызвать в нем кристаллизационные трещины. Большую опасность для эксплуатационной надежности конструкций представляют околошовные трещины, образующиеся при сварке плавлением высоколегированных сталей и сплавов. Сварщики научились получать качественные швы без трещин при сварке материалов этой группы. Однако значительно труднее предупредить образование околошовных трещин; как будет показано ниже, основная роль в решении этой задачи принадлежит металлургам, а не сварщикам. При сварке плавлением высоколегированных сталей и сплавов в околошовной зоне возможны горячие строчечные, холодные и локальные трещины. Горячие трещины (рис. 10-25, 10-32, 10-33, а) появляются в результате частичного расплавления в околошовной зоне по границам зерен или кристаллитов легкоплавких прослоек эвтектического происхождения и воздействия на околошовную зону напряжений, возникающих в результате сварочного нагрева. Таким трещинам особенно подвержены стали и сплавы с повышенным содержанием серы, фосфора, кремния, марганца в сочетании с медью, ниобия, легкоплавких примесей олова, сурьмы, свинца, до 0,1% бора (концентрация, при которой в стали еще не образуется сетка боридной фазы) и других элементов, способствующих образованию на границах зерен легкоплавких прослоек. Мелкозернистые стали и сплавы менее подвержены околошовным горячим трещинам, чем крупнозернистые (см. рис. 10-32). 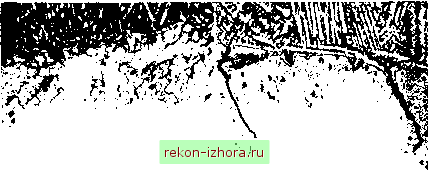 Рис. 10-32. Влияние величины зерна в сплаве ХН35ВТ (ЭИ725) на образование околошовных горячих трещин; X 100: а - баллы 5 - 6 преимущественно, трещин нет; 6 - балл I и крупнее, трещины есть Особенно большие трудности в этом отношении встречает сварка крупнозернистых литых аустенитных сталей, например запорной энергетической арматуры из жаропрочных сталей типа 15-15, печных муфелей и катков из высококремнистых жаростойких сталей и сплавов 15Х25Н19С2Л, 20Х21Н46В8Л, ЗХ18Н35СЗ и др. К мерам борьбы с околошовными горячими трешинами относятся: а) создание в околошовной зоне двухфазной структуры - аустенит и первичный феррит, аустенит и боридная фаза (рис. 10-33,6), аустенит и хромоникелевая эвтектика; применение этого способа связано с изменением композиции свариваемой стали и далеко не всегда возможно; б) повышение чистоты сталей и сплавов от вредных примесей (серы, фосфора) и ограничение или исключение в них элементов, инициирующих образование околошовных горячих трещин; в) применение чистых сварочных материалов с ограниченным содержанием элементов, вызывающих горячие трещины; г) применение мелкозернистых (с баллом 7-8 и мельче) сталей и сплавов.
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |