

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением 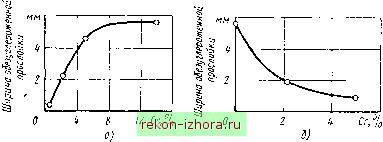 Рис. 10-45. Влияние содержания хрома в более легированном (а) и менее легированном металле (б) на ширину обезуглероженной прослойки в зоне сплавления аустенитной стали с неаустенитной после выдержки при температуре 595° С (экстраполяция на выдержку 10 ч) пень влияния элемента сильно уменьшается, причем для большинства из них это эффективное количество сравнительно невелико, например для хрома оно близко к 6% (рис. 10-45, а). Поэтому при необходимости вполне возможно повышать содержание карбидообразующего элемента в высоколегированном металле за пределы его эффективной концентрации без опасения заметного усиления структурной неоднородности в зоне сплавления. Отмеченная закономерность влияния количества карбидообразующих элементов сохраняется и в случае их введения в менее легированную сталь (рис. 10-45, б). В связи с этим предотвратить образование структурной неоднородности в зоне сплавления разнородных сталей можно путем увеличения в менее легированном металле количества карбидообразующих элементов до такой степени, при которой еще сохраняются приемлемыми его свойства. Развитию структурной неоднородности в зоне сплавления разнородных сталей способствуют также напряжения, вызываемые различием коэффициентов линейного расширения сплавляемых металлов. Из изложенного можно сделать вывод, что разнородные стали необходимо сваривать с минимальным их проваром. Во многих случаях даже при минимальном проваре для обеспечения допустимого разбавления наплавленного металла необходимо применять соответствующие сварочные материалы. Например, не-аустенитные стали с аустенитными не следует сваривать электродами типа ЭА-1, так как они обеспечивают получение наплавленного металла, содержащего 18% Сг и лишь 8% Ni, в связи с чем он обладает весьма малым запасом аустенитности. В данном случае целесообразно применять электроды, обеспечивающие металл шва с более высоким запасом аустенитности. Для предотвращения трещин, возникающих в металле шва у линии сплавления, разнородные стали необходимо сваривать так, чтобы ширина переходного слоя была минимальной. Это достигается снижением силы сварочного тока и напряжения дуги, а также увеличением скорости сварки. Повышение степени легирования металла шва также уменьшает ширину прослойки малопластичных структур в переходном слое. Что касается предупреждения образования структурной неоднородности в зоне сплавления разнородных сталей, то общим в решении этой задачи является выполнение сварки с применением мер, снижающих разницу термодинамической активности углерода в сплавляемых металлах. Одним из вариантов практического решения указанной задачи может быть применение в качестве менее легированного металла такой низко- или среднелегированной стали, которая содержит достаточное количество энергичных карбидообразующих элементов. В такой стали углерод будет связан в стойкие карбиды, и, следовательно, существенно уменьшится вероятность перемещения его в более легированную сталь. Если в изготовляемой конструкции менее легированной является сталь, в которой карбидообразующие элементы недостаточно связывают углерод, сваривать ее с высоколегированной сталью можно через вставку из стабилизированной стали, т. е. стали, содержащей более сильные карбидообразующие элементы или большее их количество. Однако практически осуществить указанные рекомендации не всегда возможно, так как выбор низко- или среднелегированных сталей, содержащих требуемые карбидообразующие элементы, весьма ограничен. Более приемлемой в этом отношении может быть предварительная облицовка свариваемых кромок используемой низко- или среднелегированной стали слоем металла, содержащего нужные карбидообразующие элементы. Однако и это нельзя признать способом, полностью решающим проблему сварки разнородных сталей. Обусловлено это тем, что во многих случаях для предупреждения миграции углерода металл облицовочного слоя получается такого состава, при котором в нем неизбежно образуются трещины либо в процессе выполнения облицовки, либо при последующей сварке. В связи с изложенным основным путем решения вопроса сварки разнородных сталей следует признать применение сварочных материалов, способствующих получению аустенитного металла шва с высоким содержанием никеля, который, как показала практика, обеспечивает вполне стабильную зону сплавления. Преимущество высоконикелевого металла состоит также в близости его коэффициента линейного расширения к этому коэффициенту низко- и среднелегированных сталей. В связи с тем, что никель является дефицитным и довольно дорогим элементом, а также элементом, способствующим образованию горячих трещин в сварных швах, в металле последних целесообразно иметь лишь то количество никеля, которое необходимо для предупреж- 600 550 500 к50 WO 350 300
10 30 Ni Bet % - Неоднородность есть 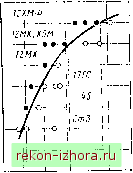 Ю 30 fJi вес % о- Неоднородности нет Рис. 10-46. Зависимость содержания никеля в высоколегированном металле, необходимого для предотвращения структурной неоднородности в зоне сплавления с перлитными сталями: а - от температуры нагрева (перлитная сталь СтЗ); б - от допустимой для данной перлитной стали температуры эксплуатации дения образования структурной неоднородности в зоне сплавления с менее легированной сталью. Необходимая концентрация никеля в металле шва существенно зависит от температуры нагрева сварного соединения (рис 10-46, а). Следовательно, эта концентрация зависит от класса используемой в данном сварном соединении менее легированной стали, который и определяет допустимую температуру его эксплуатации (рис. 10-46, б). Это обстоятельство позволяет дифференцировать содержание никеля в металле шва и тем самым более экономно его расходовать. Исходя из изложенного, сварные соединения разнородных сталей предложено разделить на четыре группы: 1) соединения, работающие при температурах до 350° С (содержат в качестве менее легированной стали обыкновенную низкоуглеродистую сталь, допустимая температура эксплуатации которой не превышает 350° С); 2) соединения, работающие при температурах 350-450° С (с качественными углеродистыми и обычными низколегированными сталями); 3) соединения, работающие при температурах 450-550° С (с низко- или среднелегированными хромо-молибденовыми сталями); 4) соединения, работающие при температурах выше 550° С (с низко- или среднелегированными хро-момолибденованадиевыми сталями). Как видно из рис. 10-46, содержание никеля в металле шва, необходимое для предотвращения структурной неоднородности в зоне сплавления его с менее легированной сталью, в каждой из указанных групп существенно отличается. Для сварных соеди-
|
||||||||||||||||||||||||||||||
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |