

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением 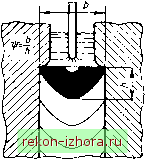 Рис 5-56. Основные параметры металлической ванны при электрошлаковой сварке режима, за счет которого в сварочной практике изменяют в желаемом направлении глубину металлической ванны. На ширину шва величина тока влияет мало. Увеличение напряжения при электрошлаковой сварке приводит к увеличению глубины металлической ванны в связи с повышением погонной энергии. С ростом напряжения в применяемых пределах ширина шва также увеличивается. На практике ширину шва изменяют в желаедюм направлении путем изменения напряжения сварки. При электрошлаковой сварке шов формируется в основном из дополнительного металла. Для заполнения зазора между свариваемыми кромками необходимо ввести строго определенное количество дополнительного металла. Поэтому увеличение скорости сварки достигается за счет повышения силы тока (скорости подачи сварочной проволоки) или увеличения числа электродов и всегда приводит к увеличению глубины металлической ванны. Изменение ширины шва в зависимости от скорости подачи сварочной проволоки (следовательно, и скорости сварки) имеет более сложный характер. Увеличение скорости сварки сначала приводит к увеличению ширины шва, а затем к снижению ее. Увеличение толщины свариваемого металла, приходящейся на один электрод, приводит к уменьшению ширины шва и глубины металлической ванны, что связано с изменением погонной энергии. Электропроводность флюса заметно влияет на глубину металлической ванны и ширину шва. Снижение электропроводности флюса, при прочих равных условиях, приводит к росту глубины металлической ванны и ширины шва в результате увеличения теплоты, выделяемой в ванне. Коэффициент формы металлической ванны находится в обратной зависимости от величины тока и скорости сварки и в прямой зависимости от напряжения на электродах и толщины металла, приходящейся на электрод Общие данные о характере влияния элементов режима сварки на размеры и форму шва при электрошлаковой сварке приведены в табл 5-4 Сварка двумя и более сварочными проволоками и электродной пластиной имеет свои особенности Однако общие закономерности остаются теми же, что при сварке одной сварочной проволокой. Для повышения производительности электрошлаковой сварки процесс стремятся вести при минимальном зазоре между свариваемыми кромками. В металлическую ванну вводят дополнительный металл (порошок, крупку и др.) и увеличивают коэффициент наплавки. Таблица 5-4 Влияние элементов режима электрошлаковой сварки на форму и состав шва
Зависимость между режимом сварки и составом шва при дуговой и электрошлаковой сварке. При сварке неплавящимся электродом без присадочного металла шов полностью состоит из расплавленного основного металла. При сварке плавящимся электродом или неплавящимся электродом с присадочным металлом металл шва представляет собой сплав основного и дополнительного (электродного или присадочного) металлов. Состав шва определяется долями участия того и другого металла в металле шва, зависящими от режима сварки, характера подготовки кромок и изменений, происходящих в составе шва при взаимодействии электродного металла и металла сварочной ванны с газами и шлаком. Долю участия основного и дополнительного металлов определяют обычно по поперечному макрошлифу. При дуговой однослойной сварке долю участия дополнительного металла определяют по формуле доп -Доп ДОП /Г 9\ Гдоп р F F > WJ где /доп--площадь сечения части шва, образовавшейся за счет электродного и присадочного металла; F - общая площадь сечения шва; F - площадь сечения части шва, образовавшейся за счет расплавления основного металла. При ручной сварке F определяется как сумма площадей разделки или зазора и усиления шва. При механизированной сварке с постоянной скоростью подачи сварочной проволоки /д определяют по формуле р 1? лоп доп пр j, . где / р - площадь сечения сварочной проволоки; v - скорость подачи сварочной проволоки; v- скорость сварки. Общая площадь сечения шва определяется путем замера ее планиметром или подсчета площади фигуры по очертаниям, приближающимся к очертаниям провара. При дуговой сварке многослойных швов для определения доли дополнительного металла обычно пользуются формулой (5-2), хотя она и не отражает действительного положения, так как в этом случае кроме основного и дополнительного металлов имеется еще и металл нижележащих слоев, который по своему составу отличается и от основного, и от дополнительного металлов. При электрошлаковой сварке долю электродного металла в металле шва с достаточной для практики точностью определяют по формуле л, - эл £а JL - Sb b где s-толщина основного металла; а-ширина зазора; b - ширина шва.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |