

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением 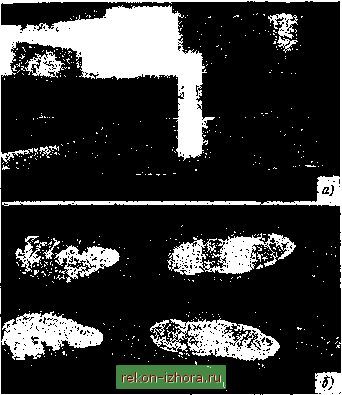 Рис. 6-4. Кристаллизационные трещины в изломе шва о - трещины, выходящие на поверхность шва, б - трещины, ие выходящие на поверхность шва резко улучшаются. Величина температурного интервала хрупкости определяется химическим составом металла шва. Затвердевание металла шва происходит в условиях воздействия растягивающих напряжений, возникающих в результате неравномерного нагрева и охлаждения свариваемого металла, жесткого закрепления деталей и затрудненного сокращения металла шва. Наличие растягивающих напряжений вызывает пластическую деформацию металла шва, причем интенсивность ее нарастания увеличивается со снижением температуры. Если в период пребывания металла шва в состоянии пониженной пластичности (в температурном интервале хрупкости) величина деформации превысит пластичность металла, произойдет разделение кристаллитов, т. е. образование трещин. Если пластическая деформация, которую претерпевает металл во время пребывания в температурном интервале хрупкости, не превзойдет величины Ьластичности самого металла, то кристаллизационное трещины не образуются. Таким образом, стойкость металла шва против кристаллизационных трещин определяется рядом взаимосвязанных факторов. Основными из них являются величина температурного интервала хрупкости (чем шире этот интервал, тем больше вероятность образования трещин), пластичность металла в этом интервале и интенсивность нарастания пластических деформаций по мере снижения температуры металла (темп деформации). При разработке технологии сварки принимают, что стойкость металла шва против кристаллизационных трещин (технологическая прочность металла шва) зависит от следующих факторов: величины и скорости нарастания действующих в процессе кристаллизации металла шва растягивающих напряжений; химического состава металла шва, определяющего свойства его в период кристаллизации и длительность пребывания в состоянии, характеризуемом пониженной пластичностью, формы сварочной ванны, определяющей направление роста столбчатых кристаллитов, характер их смыкания между собой, расположение межкристаллит-ных участков по отношению к растягивающим напряжениям и характер изменения пластической деформации; величины первичных кристаллитов. Влияние растягивающих напряжений. В реальных условиях сварки практически невозможно полностью устранить влияние растягивающих напряжений на кристаллизующийся металл сварочной ванны. Поэтому задача сводится к уменьшению величины этих напряжений, к отдалению момента возрастания их до значения, которое может вызвать пластическую деформацию металла шва, приводящую к его разрушению. Это может быть досгигнуто путем рационального конструирования узлов и элементов, уменьшения количества и сосредоточения швов, выбора оптимальной формы разделки кромок, устранения излишней жесткости узлов и других мер. Уменьшение влияния растягивающих напряжений за счет технологических мер достигается путем предварительного подогрева, рационального порядка наложения швов и выбора способов и режимов сварки, обеспечивающих минимальную величину этих напряжений. Положительное влияние подогрева обусловлено отдалением момента возникновения растягивающих напряжений и снижением скорости их нарастания в период, когда металл шва обладает пониженной пластичностью. Предварительный подогрев является весьма эффективной мерой повышения стойкости металла шва против кристаллизационных трещин при сварке конструкционных и других сталей. Температура предварительного подогрева, при которой не наблюдается образования трещин, зависит от химического состава металла шва, конструкции и сечения деталей, а также других факторов и обычно изменяется в пределах 150-500° С. Для иллю- 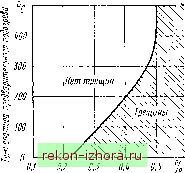 Сокртние угперода S нетте шва Рис. ё-S. Зависимость межДу критическим содержанием углерода в металле шва и температурой подогрева, коэффициент формы провара равен 4 (Е. И. Лейначук) страции сказанного на рис. 6-5 приведена зависимость между значением температуры подогрева и критическим содержанием углерода в металле шва. При рациональном порядке наложения швов возможна сварка деталей с оптимальным их закреплением, что приводит к снижению растягивающих напряжений. На практике достаточно часто, особенно при сварке под флюсом низколегированных и среднелегированных сталей, наблюдается образование трещин в участках шва, непосредственно прилегающих к сборочным прихваткам, и у планок, служащих для вывода начала и конца шва за пределы соединения (рис. 6-6). При расплавлении сборочной прихватки зазор между свариваемыми кромками стремится увеличиться, в результате чего создаются значительные растягивающие напряжения. Эти напряжения и приводят в некоторых случаях к образованию трещин в неуспевшем закристаллизоваться участке шва. Для устранения этого рекомендуется ставить прихватки со стороны, обратной наложению первого слоя (при двусторонней сварке), или уменьшать расстояние между прихватками. Образование трещин в начале и конце шва обусловлено тем, что нежесткие выводные пленки не могут удержать концы листов Рис. 6-6. Продольная трещина у выводной планки
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |