

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Пространственные размерные цепи 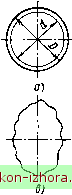 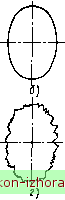 Рис. 1.2.9. Погрешности детали: а - погрешность диаметра; б - погрешность формы; в - волнистость; г - шероховатость . Точность относительного положения поверхностей детали в плоскости принято оценивать с помощью расстояния и поворота (рис. 1.2.10), где положение плоскости А относительно плоскости Б оценивается с помощью размера а и угла поворота а. Недостаток дифференциального метода оценки точности детали заключается в необходимости установления связей между всеми показателями точности. Между показателями точности детали существуют качественные и количественные взаимосвязи. Пока можно говорить только о качественных связях, так как функциональных зависимостей, существующих между перечисленными показателями точности детали, до сих пор в общем виде не установлено. Не зная микроотклонений, трудно говорить о точности формы (в смысле макрогеометрических отклонений), так как при измерении макроотклонений в измеренную величину в качестве одного из слагаемых войдут микронеровности, если не будет предпринято специальных мер для исключения их влияния (например, при измерении пофешности макроотклонений от вершины фебешков микронеровностей используют измерительный инструмент с наконечниками, перекрывающими несколько фебешков, и пренебрегают при этом величиной смятия фебешков в процессе измерения). Не зная макроотклонений поверхности, также трудно судить об отклонениях поворота одной по- Рис. 1.2.10. Показатели точности относительного положения поверхностей/4 и £ детали исрхности относительно другой, так как при измерении этого отклонения макроотклонения будут влиять на величину измеренного отклонения. 11ри некоторых же формах макроотклонений поверхности практически не представляется возможности даже измерить отклонение поворота одной моксрхности относительно другой без введения особых условий и специ-аш.ных методов измерения (например, относительно выпуклой поверхно-СП1 А (рис. 1.2.11, а) нельзя определить, насколько она отклоняется от 11а1аллсльности к поверхности Б, если даже последняя представляет со-()ой плоскость). Если отклонение от параллельности измерять, например, с помощью уровня, то при его непосредственной установке на отдельные участки выпуклой поверхности А остается неизвестным, какую величину его от-к!И)пения и на каком участке измеряемой поверхности считать за отклонение от параллельности. Только установив по краям измеряемой поверхности детали две ка-jMiOpoBaHHbie плитки 7, 2 и наложив уровень на поставленную на них линейку 3, можно условно говорить об отклонении этой поверхности от параллельности второй поверхности, посредством которой деталь установлена на контрольной плите (рис. 1.2.11, б). Трудно также говорить о точности расстояния между двумя поверхностями, так как на измеренное отклонение оказывают влияние отклонения поворота поверхности, макро- и микроотклонения. Из изложенного следует: 1) измерение точности детали должно начинаться с измерения микронеровностей, затем должны измеряться макронеровности, далее отклонения поворота поверхности и, наконец, точность расстояния или размера; 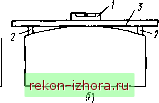 Рис. 1.2.11. Влияние погрешности формы поверхности на отклонение от параллельности: а - влияние на измерение отклонения от параллельности положения уровня; б- измерение отклонения от параллельности с помощью линейки; / - уровень, 2 - калиброванные плитки; 3 - линейка 2) допуски на расстояния и размеры поверхностей детали должны быть больше допусков на величину отклонений поворота поверхностей, которые, в свою очередь, должны быть больше допусков на макрогео-метрические отклонения, а последние больше допусков на микрогеометрические отклонения. После изготовления деталь подлежит контролю, по результатам которого устанавливается соответствие ее геометрических погрешностей допускам. Геометрическая точность конструкции изделия. Изделие выполняет свое служебное назначение посредством относительного движения или положения исполнительных поверхностей, поэтому под геометрической точностью изделия понимается степень соответствия фактической траектории относительного движения или положения исполнительных поверхностей заданному движению или положению, которые являются функцией точности деталей изделия. Рассмотренные выше показатели, характеризующие точность детали, целиком используются и для характеристики точности изделия. Различие заключается только в том, что у детали все показатели точности относятся к поверхностям только данной детали, у изделия же они относятся к исполнительным поверхностям, принадлежащим различным деталям изделия. Если точность деталей влияет на точность относительного движения или положения исполнительных поверхностей изделия, то геометрическая точность конструкции всего изделия или его механизмов влияет на качество выполнения им служебного назначения. Исходя из изложенного выше, точность изделия характеризуется следующими основными показателями: 1) точностью относительного движения исполнительных поверхностей изделия; 2) точностью расстояний между исполнительными поверхностями или заменяющими их сочетаниями поверхностей и размеров; 3) точностью относительных поворотов исполнительных поверхностей; 4) точностью геометрических форм исполнительных поверхностей; 5) шероховатостью исполнительных поверхностей. 1.2.3.2. Качество поверхностного слоя детали Другим важнейшим показателем качества детали, обеспечивающим выполнение ею служебного назначения, и выполнение которого связано с существенными затратами при изготовлении деталей, является качество поверхностного слоя.
|
||||||||||
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |