

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Пространственные размерные цепи нию этих поверхностей. При шабрении используют шабровочные плиты, линейки или специальные приспособления. Сначала осуществляют пригонку поверхностей одной из соединяемых деталей, а затем - другой детали. Процесс шабрения заключается в следующем. На шабровочную плиту наносят тонкий слой краски, затем плиту накладывают на исправляемую поверхность детали и после нескольких возвратно-поступательных движений снимают. По оставшимся пятнам и точкам судят о соог-ветствии поверхности детали плите. Если пятна и точки расположены неравномерно, то форма поверхности недостаточно правильна. 1огда шабером снимают металл с тех мест, которые окрашены краской, и процесс повторяется. Считается, что для хорошего прилегания поверхностей сопрягаемых деталей необходимо иметь на квадрате размером 25 х 25 см от 10 до 30 пятен. Для получения большей площади контакта после шабрения обеих контактируемых поверхностей проводят окончательное шабрение, используя одну из поверхностей как шабровочную плиту (обычно это гю-верхность большей протяженности, например, при шабрении направляющих станины за эталон принимают станину и шабрят корпус коробки). Наиболее высокой точности достигают шабрением по блеску , т.е. 1Ю блестящим пятнам, остающимся на поверхности детали после наложения и возвратно-поступательных движений плиты - эталон без накра-Н1ивания. Повышение геометрической точности технологической системы технологическими методами осуществляется, главным образом, за счет повышения точности установки сменных элементов технологической системы. Достигается это за счет устранения неопределенности их базирования посредством создания баз, отвечающих правилам базирования и соблюдениям правил приложения силового замыкания. Например, если установочная и направляющая базы малы, го этот недостаток устраняют посредством искусственного увеличения этих ба*. Так, при установке заготовки каретки револьверного станка торгюм ци-литщрической поверхности (малый диаметр) возникают значительные нофсшности и большие упругие деформации при обработке консольной части (рис. 1.10.4, а). Увеличение размеров в результате создания дополнительной опоры (рис. 1.10.4, б) или прилива (рис. 1.10.4, в) позволяет существенно повысить точность установки и одновременно жесткость; после окончательной обработки детали прилив удаляют. А- AAA. \7V Л 2 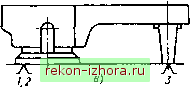 Рис. 1.10.4. Схемы базирования каретки револьверного станка: а - по торцу цилиндрической поверхности; б - с помощью подводимой опоры; в - с помощью прилива; 1,2,3 - опорные точки При установке сменных элементов необходимо соблюдать правила приложения силового замыкания; сила зажима должна быть направлена на опору. В тех случаях, когда деталь достаточно жесткая, можно силу зажима прикладывать между опорами, но так, чтобы точка ее приложения находилась внутри треугольника, образованного тремя опорными точками, что предотвратит появление опрокидывающих моментов. Базирование сменных элементов по двум штырям и плоскости или с использованием шпоночного паза при неправильном приложении силового замыкания порождает неопределенность базирования. Для устранения неопределенности базирования шпонки делают односторонними и меньшего размера по сравнению с шириной паза. На финишных операциях, когда величина снимаемого припуска измеряется сотыми долями миллимсфа, гфедъявляются высокие требования к точности установки заготовки. И в этих случаях особое внимание уделяется правильной последовательности приложения замыкания (см. п. 1.9.4.4). Другим резервом повышения точности установки является правильное расположение опорных точек в пределах каждой базы. От расположения опорных точек (рис. 1.10.5) зависит схема нафужения сменного элемента, его упругие перемещения и, как результат, пофешность обработки (см. п. 1.9.2).  Рис. 1.10.5. Устройство для повышения точности установки Повышение теплостойкости технологической системы достигается следующими мероприятиями: - сокращением вылета режущего инструмента (чем меньше длина вылета режущего инструмента, тем меньше величина теплового удлинения при той же температуре нафсва); - односторонним жестким закреплением длинных деталей, с тем, чтобы свободный коней детали мог перемещаться при удлинении из-за нафсва (например, при обработке длинного вала в центрах, задний ценф делают подпружиненным и, когда вал начинает удлиняз ься, не происходит искажение его оси, вызывающее пофешность формы вала); - применение материалов с малой величиной коэффициента теплового расширения (например, у высокоточных станков станины дслаюг из гранита); - построением такой конструкции технологической системы, что бы при нафсвании ее элементов происходила взаимная компенсация их тепловых деформаций. Повышение износостойкости технологической системы осуществляют увеличением износостойкости сменных элементов техно]югической системы посредством использования высококачественного материала, в первую очередь для режущего инструмента, а также накладных направ ляющих, предварительным притуплением режущего инструмента, повышением виброустойчивости системы и качества изготовления режушего инструмента. Накладные направляющие изготовляют из более износостойкою материала, при изнашивании их легко ремонтировать, а в случае необходимости - заменить на новые. Это особенно выгодно для станков крупносерийного и массового производства, характеризуемого высокой итенсин-ностью работы, когда в течение длительного времени происходит обработка большого числа деталей по одному чертежу. Например, ттри работе токарного станка суппорт совершает интенсивные движения иа одном участке направляющих, поэтому в этом месте происходит их выработка, что приводит к пофсшностям геометрической формы направляющих.
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |