

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Пространственные размерные цепи Использование более дешевых материалов. Полное установление служебного назначения каждой детали в изделии и четкие формулировки всех условий, в которых должна работать та или иная деталь, дают возможность использовать для ее изготовления более дешевые материалы без снижения качества изделия. Примером может служить замена стальных шпинделей в ряде станков литыми чугунными, замена ряда стальных деталей (рычагов, вилок и др.) деталями из ковкого или модифицированного чугуна или замена стальных станин на железобетонные и т.д. Уровень развития современной технологии позволяет изготавливать отдельные элементы той или иной детали, работаюшие в различных условиях, из разных материалов. Например, втулку, служащую опорой для вала, делают из разных материалов: внутреннюю часть - из более дорогого цветного сплава, а основную часть из обычной стали (биметазличе-ские втулки), Головка выхлопного клапана двигателя внутреннего сгорания работает в потоке горящих газов с высокой температурой, в то время как стержень клапана работает в нормальных условиях. Стыковая сварка позволяет делать стержень клапана из обычной хромистой стали, а головку клапана из жаростойкой сильхромовой стали 40X10С2М. Во многих случаях экономия металла получается при изготовлении ряда деталей из различного рода заменителей. Получение отходов в наиболее ценно.м виде. Отходы, получаемые при обработке различных материалов, могут иметь различную стоимость, зависящую от возможности их дальнейшего использования. Действительно, если при обработке отходы, например, металла, превращаются в стружку, обрезки, заусенцы и т.п., то стоимость 1 кг отходов значительно ниже первоначальной стоимости материала; если отходы могут быть использованы в качестве полноценных заготовок для изготовления других деталей, стоимость их обычно или не отличается от первоначальной стоимости материала, или близка к ней. Примером полноценного использования отходов может служить получение четырех заготовок колец и стержня резца из отходов, образующихся при изготовлении каждой предшествующей заготовки (рис. 1.13.3). Другим примером может служить получение отхода в виде стержня металла при кольцевом сверлении детали большой длины специальной кольцевой головкой (рис. 1.13.4). На ряде заводов отходы нередко используются для изготовления других деталей изделия. Расходы на заработную плату сокращаются посредством: уменьшения затрат времени на выполнение операций; увеличения числа единиц оборудования, обслуживаемых одним рабочим; снижения квалификации работы; уменьщения числа операций; автоматизации процесса. 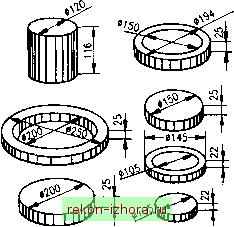 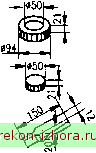 Рис Е13.3. Пример использования отходов Отдод стружки 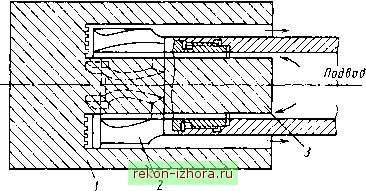 жидкости Рис. Е13.4. Схема получения заготовки для стержня из отходов при операции рассверливания Сокращение затрат времени на технологический процесс рассмотрено в гл. 1.12. Число единиц оборудования, обслуживаемых одним рабочим, увеличивается благодаря использованию многостаночного обслуживания и сов.мещения профессий. Во время работы станка или другого вида оборудования у рабочего остается часть свободного, не используемого производительного времени. Следовательно, в течение этого времени он может обслуживать дополнительно некоторое число единиц оборудования. Например, количество станков /р которое может обслужить один рабочий при полном использовании его времени и при условии выполнении на каждом из станков одинаковых операций, может быть определено из отношения где - штучное время обработки на одном станке; - время работы рабочего на одном станке; - время перехода рабочего от одного станка к другому, отнесенное к каждому из станков. Например, при Гщ, = Ю мин, 7р= 3 мин и = 0,5 мин ; > > > 2.85 * 3 станка. Тр+Т, 3,5 Из примера следует, что при обслуживании одним рабочим трех станков рабочий загружен полностью, в то время как станки частично простаивают. Итак, если /р - число дробное, то при округлении числа в сторону увеличения, время рабочего будет использоваться полностью, но при этом будут простаивать станки. Если округлить /р в меньшую сторону, то оборудование не будет простаивать, но при этом время рабочего будет использоваться. Количество станков /р при полном их использовании можно определить, изменив знак неравенства на противоположный: /р<---. (1.13.2) р + X Подставляя числовые данные, получаем /р< - < 2,85 * 2 станка. 3,5 В этом случае, при полном использовании станков во времени, появляются довольно значительные простои рабочего, в результате которых снижается производительность его труда, поэто.му необходимо с греми гь-
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |