

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Пространственные размерные цепи ПОВЫШЕНИЕ ТЕХНОЛОГИЧНОСТИ ИЗДЕЛИЯ 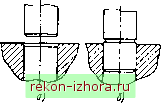 Рис. 1.13.6. Примеры конструктивных решений, повышающих технологичность сборки цилиндрических соединений в виду быстроизнашивающиеся элементы рабочего оборудования, например, кромки ножа, отвала, зубья ковша землеройных и землеройно-транспортных машин и т.п.; их крепление с одной стороны должно быть прочным и надежным, а с другой стороны, - быстроразъемным. Кроме общих требований, необходимо учитывать частные, обусловленные при-менением конкретных методов, способов и условий сборки. Например, при сборке цилиндрических соединений с гарантированным зазором и натягом надо предусматривать заходные фаски на наружной и внутренней поверхностях (рис. 1.13.6, а), а также направляющие элементы (пояски) ОЛЯ устранения перекосов (рис. 1.13.6, б). Другой пример: при соединении деталей по дву.м поверхностям во избежание появления задиров поверхности сопряжения / и 2 следует выполнять ступенчатььми (рис. 1.13.6, в). При соединении деталей больших размеров их центровку легче осуществлять не по диаметру, а с помощью двух контрольных штифтов и т.д. Широко распространены резьбовые соединения; чтобы облегчить их свинчивание (наживление), надо при.менять заходные фаски или направляющие элементы (рис. 1.13.7, а). Дзя повышения производительности желательно пользоваться торцовы.ми ключами. Чтобы .можно было их применять, необходимо предусматривать соответствующее расстояние от оси резьбового элемента до стенки детали (рис. 1.13.7, б). Повышение технологичности конструкции детали обеспечивается следующими мероприятиями. 1. Малое число поверхностей детали: чем меньше поверхностей, те.м меньше трудоемкость изготовления детали. 19 - I l.,S2  Рис. 1.13.7. Примеры конструктивных решений, повышающих технологичность сборки резьбовых соединений 2. Малая протяженность обрабатываемых поверхностей, повышенная точность заготовок, что сокращает трудоемкость механической обработки. 3. Удобство и надежность базирующих поверхностей дтя установки заготовок при обработке, совмещение установочных и измерительных баз. 4. Достаточная жесткость детали, при которой силы резания и закрепления не порождают ощутимых деформаций, что позволяет вести обработку на высоких режимах. 5. Обеспечение возможности удобного подвода режущего инструмента и измерительных средств к обрабатываемым поверхностям, сокращение пути врезания инструмента, обеспечение его свободного выхода. 6. Выполнение обрабатываемых поверхностей выступающими нал необрабатьшаемыми, что обеспечит удобство подвода инструмента и обработку напроход нескольких поверхностей. Обработка напроход-это снятие слоя материала с одной или нескольких поверхностей заготовки при свободном входе и выходе инструмента. Примеры поверхностей, обрабатываемых напроход, даны на рис. 1.13.8, б, в. Для сравнения на рис. 1.13.8, а показана деталь, в которой предусмотрено зенкование цилиндрических углублений с целью получения опорных поверхностей вокруг отверстий. В детали, показанной на рис. 1.13.8, б, опорные поверхности получают более технологичным путем - перемещением инструмента (фрезы или шлифовального круга) вдоль обрабатываемой поверхности. Поверхности при этом расположены на разной высоте, что затрудняет их обработку, вход или выход инструмента (сравни с рис. 1.13.8, в).
.....~  е) Ж) Рис. 1.13.8. Примеры изготовления поверхностей деталей напроход 7. При выборе баз следует стремиться к совмещению конструкторской, технологической и измерительной баз. На чертеже все размеры проставляют от таких совмещенных баз. При несоблюдении этого условия приходится вводить технологические размеры, удлинять размерные цепи и ужесточать допуски на составляющие размеры. 8. Большое влияние оказывает конструкция детали на производительность обработки. При выборе конструктивных решений деталей необходимо предусматривать дополнительные элементы, связанные с правильной ориентацией, размещением инструмента при изготовлении, удобством сборки и разборки соединений. 9. Для повышения технологичности рекомендуется предусматривать сквозные отверстия, так как их обрабатьшать значительно легче, чем глухие. Конфигурация глухих отверстий должна быть увязана с конструкцией применяемого осевого инструмента, например, зенкера или развертки и др. 1.13.4. АВТОМАТИЗАЦИЯ ПРОИЗВОДСТВА Целью автоматизации производства является повышение производительности труда, улучшение качества продукции, устранение человека от непосредственного участия в производственном процессе и в первую очередь от тяжелых работ и работ в условиях, опасных для здоровья. В автоматизации производства можно выделить два направления автоматизацию производственных процессов и инженерного труда.
|
||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |