

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Пространственные размерные цепи можно ожидать, что производительность насоса: Сижил = 41.95 - 6,73 - 4,83 - 30,39 л/мин. Следовательно, наибольшие допустимые зазоры установлены правильно. Дополнительно к насосу предъявляются и другие требования: в собранном насосе при прокручивании от руки зубчатые колеса должны вра-шаться плавно; собранный насос должен быть чистым; его зубчатые колеса должны работать плавно и бесшумно. Насос следует подвергнуть испытания.м на специальной установке в течение З...4мин. Требования, касающиеся легкости и плавности, а также бесшумности зубчатых колес заданы в неявной форме, поэтому формулировку первого из них следует заменить следующей: В окончательно собранном насосе приводной вал должен свободно провертываться от руки, при этом крутящий .мо.мент, требующийся для поворота приводного вала, не должен превышать 10... 15 кН м (10... 15 кгс см) . Второе условие следует сформулировать так: Уровень звукового давления (шума) при работе насоса под нагрузкой не должен превышать 85 дБ . В нор.мы точности на насос, заданные чертежо.м, следует внести еще одно уточнение: для свободного вращения зубчатого колеса на зазор между корпусом и торцом ведомого зубчатого колеса привода следует установить допуск; вполне достаточен зазор 0,1 мм, который следует ограничить пределами 0,1...0,5 мм. 2.2.3. ВЫБОР ВИДА И ОРГАНИЗАЦИОННОЙ Ф0РМБ1 ПРОИЗВОДСТВЕННОГО ПРОЦЕССА СБОРКИ ИЗДЕЛИЙ На основе изучения назначения изделия, его сборочных и рабочих чертежей, а также на.меченного объема вьшуска изделия в цело.м и его сборочных единиц выбирают вид и организационную форму процесса сборки. На рис. 2.2.1 показаны воз.можные организационные фор.мы производственного процесса сборки. По виду производственного процесса сборка может быть поточной и непоточной, каждую из которых разделяют на стационарную и подвижную. Поточную подвижную сборку осуществляют с периодическим и непрерывным движением собираемого объекта. При большом числе подлежащих изготовлению изделий или их сборочных единиц следует выяснить экономичность использования поточной сборки. Если конструкция изделия обладает достаточной жесткостью базирующей детали и сравнительно небольшой массой, то целесообразно выбрать подвижную сборку с непрерывным перемещением собираемого изделия. В противном случае 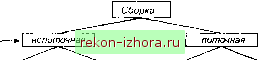 Форма -► [ стационарная] \ подвижная \стационарная] подвижная \ с периодическим движением собираемого объекта с непрерывным движением собираемого объекта Рис. 2.2.1. Виды (поточная и непоточная) и организаиионные формы производственных процессов сборки изделия следует остановиться на подвижной сборке с периодическим перемещением собираемого изделия. Изделия большой .массы при относительно небольшом их числе экономично собирать с использованием поточной сборки с периодически перемешающимиея бригадами рабочих от одного собираемого объекта к другому. с уменьшением числа изделий, подлежащих изготовлению, когда использование поточной сборки становится неэкономичным, следует при.менять непоточную сборку с перемещающи.мися объектами. При единичном изготовлении изделий или небольшом их числе используют непоточную стационарную сборку. Непоточная стагтонарная сборка характеризуется неизменным положением собираемого объекта на одном рабочем месте, которое оснащают необходимой оснасткой, и сборку выполняет один рабочий или бригада. Цикл сборки увеличивается, так как рабочие в большинстве случаев вынуждены работать последовательно. Неподвижность объекта позволяет свести к .минимуму влияние на точность изделия упругих деформаций при недостаточно жесткой базирующей детали. Для облегчения труда рабочие места или стенды обычно оборудуют универсальными приспособлениями и подъемно-транспортными средствами. Трудности организации ритмичной работы при работе бригадой обусловлены изменениями трудоемкости, цикла сборки, что порождает неравномерность ритма выпуска изделий. Число рабочих мест или стендов для параллельной сборки одинаковых объектов Уо = (Го-Гс)/7 , где 7Ь - расчетная трудоемкость всех переходов сборки одного объекта; Гс - расчетная трудоемкость переходов, выполнение которых совмещено во времени с другими; Т-расчетный такт сборки. Непоточную стационарную сборку экономично использовать в единичном и мелкосерийном производствах. С увеличением числа собираемых объектов целесообразно переходить к непоточной подвижной сборке. Непоточная подвижная сборка характеризуется тем, что собираемый объект перемещается от одного рабочего места к другому. Сборочные операции на каждом рабочем месте выполняют рабочий или бригада рабочих. При такой сборке значительно изменяется продолжительность операции, в связи с чем предусматривают межоперационные заделы. Число рабочих мест, которые последовательно должен пройти собираемый объект, .,=, (7 -п)У1 где /п - расчетное время, необходимое для перемещения собираемого объекта от одного рабочего места до последующего; У) - число параллельных потоков, необходимых для параллельной сборки одинаковых собираемых объектов, в зависимости от объема выпуска; V - оп.нб где 7 опнб - продолжительность наиболее длительной сборочной операции. Рабочие места оборудуют верстаками, стеллажами для сборочных единиц и деталей, монтажно-сборочным и контрольно-измерительными инструментами, транспортными средствами типа роликового конвейера, тележками различного рода. Непоточную подвижную сборку экономично использовать в серийном производстве. Поточная стационарная сборка характеризуется тем, что собираемые объекты остаются на рабочих местах, а рабочие одновременно переходят от одних собираемых объектов к другим через определенные промежутки времени. Каждый рабочий выполняет определенную операцию. Число рабочих или бригад
Верстак металлический столярный слесарный verstaki.com. |
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |