

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Пространственные размерные цепи У сборочных ТС к МФТ относятся непосредственно сборочная машина (МФТсо), приспособление (МФТсо), инструментальная наладка (МФТси). ориентирующее устройство (МФТсу), контрольно-измерительное устройство (МФТск) и др. (см. рис. 1.13.5). Каждый из перечисленных МФТ предназначен для выполнения ТС соответствующей служебной функции. Рассмотрим МФТ на примере обрабатывающих ТС. Построение ЭБ должно начинаться с установления связей между низшими элементами изделий и (элементами) их технологического обеспечения. Из рассмотренных элементов изделий наибольшей устойчивостью отличаются МП, МС; в первую очередь именно для них и следует строить ЭБ технологического обеспечения. В связи с этим надо установить прямые связи между МП и МС и технологическим обеспечением; с этой целью воспользуемся производственной цепочкой. Каждое звено производственной цепочки представляет собой совокупность элементов разного уровня сложности. Поэтому для каждого звена их элементы распределяют по уровням сложности и установливают между элементами каждого уровня звеньев производственной цепочки горизонтальные связи, т.е. когда элементу изделия соответствует элемент технологического процесса, а последнему - элемент технологической системы (см. рис. 1.13.6). Звено изделие . Изделие рассматривается как объект производства и потому состав и иерархию объектов можно представить как цепочку: изделие - сборочная единица - деталь - МС - МП. Звено технологический процесс можно представить цепочкой объектов: технологический процесс - операция - МТС - МТИ. Звено технологическая система можно представить цепочкой объектов: технологическая система - МФТ - МО, МИ, МПр, МКИ. Связи между перечисленными элементами представлены в виде схемы на рис. 1.13.6 (с. 577) На приведенной схеме видны вертикальные и горизонтальные связи между модулями. Как видно из схемы, объекты каждого звена расставлены по вертикали таким образом, что с понижением уровня расположения объекта снижается и уровень его сложности. Таким образом, появляется зависимость степени сложности объекта от уровня его расположения. Представителями изделия на нижнем уровне являются МС, МП и соответствующие им модули технологического обеспечения. Построение ЭБ на примере изготовления деталей на уровне МП, предполагает следующее: 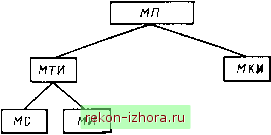 Рис. 3.3.1. Схема связей МП и модулей его технологического обеспечения 1) деталь представляется совокупностью МП, МПИ; 2) технологический процесс строится методом компоновки из модулей процессов под изготовление МП; 3) каждый МТИ обеспечен модулями средств технологического оснащения: станков, сборочных машин, инструментальных наладок, приспособлений и контрольно-измерительных устройств; 4) кодирование модулей технологического обеспечения осушествляется с учетом связей между модулями; С этой целью строят классификации МП, МС, затем классификации модулей их технологического обеспечения, которые должны быть объединены в систему, отражающую их связи (рис. 3.3.1), затем следует провести кодирование всех элементов. Следующим шагом в построении ЭБ является разработка под изготовление МП модулей технологического обеспечения: МТИ, МО, МИ, МКИ с учетом их связей. Сначала должны быть разработаны МТИ на основе известных технологических решений и последних достижений науки и техники. МТИ представляет собой совокупность технологических и вспомогательных переходов определенной последовательности, при этом один МТИ охватывает группу вариантов одного типа МП, близких по своим характеристикам. Однако следует иметь в виду, что в зависимости от количества изготавливаемых МП, материала заготовки под изготовление одного варианта МП могут потребоваться разные МТИ. Далее для осуществления каждого варианта МТИ разрабатываются и соответствующим образом кодируются МО и МИ, и МКИ. В итоге получаем ЭБ технологического обеспечения типа МП. Аналогичным образом строится ЭБ и для остальных типов МП, а также и МС. Имеет право на существование в составе единой ЭБ и технологическое обеспечение под изготовление элементов изделий более высокого уровня. Это целесообразно в том случае, если указанные элементы изделия отличаются высокой устойчивостью и повторяемостью (в качестве таких элементов могут рассматриваться в первую очередь стандартизованные и унифицированные элементы). Для локальных ЭБ предприятий состав элементов изделий более высокого уровня определяется в соответствии с устоявшейся номенклатурой выпускаемых изделий и будет тем больше, чем выше уровень специализации предприятия. При построении ЭБ технологического обеспечения для элементов изделий следующего уровня сложности их необходимо рассматривать как сумму элементов предыдущего уровня (например, технологическая операция должна состоять из суммы МТИ в соответствии с изготавливаемыми МП; инструментальная наладка на операцию должна состоять из соответствующих МИ и т.д.). Построение единой элементной базы надо начинать с ЭБ технологического обеспечения МП и МС, а затем по мере целесообразности вводить в ее состав технологическое обеспечение элементов изделий большей сложности после их оценки на устойчивость и частоту применения. Например, если состав МП, изготавливаемых на операциях, становится типовым, то целесообразно вводить его вместе с технологическим обеспечением в ЭБ следующего уровня и т.д., вплоть до типовых технологических процессов в модульном исполнении. В построенной таким образом ЭБ устойчивость элементов во времени растет с понижением их уровня, сложности и достигает наивысшего значения на уровне МП, МС. Поэтому этим уровнем ЭБ могут пользоваться практически все машиностроительные предприятия, отбирая МП, МС тех типов и характеристик, которые соответствуют выпускаемой ими продукции. Например, часовые заводы будут использовать технологическое обеспечение для изготовления МП, МС малых размеров, а заводы по выпуску гидротурбин - другие МП, МС больших размеров. КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Что понимается под элементной базой технологического обеспечения? 2. Какие требования предъявляются к элементной базе? 3. В чем заключаются трудности в организации элементной базы? 4. В чем заключается эффективность применения элементной базы? 5. Какова иерархия элементов изделий? 6. Какова иерархия элементов технологического обеспечения?
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |