

|
|
Разделы сайта
Читаемое
Обновления Jul-2025
|
Промышленность Ижоры --> Пространственные размерные цепи Однако так как стенки соединены и отливка представляет собой жесткую конструкцию, ее усадка будет происходить по средней кривой БАВ. Так как металл в обеих стенках перешел в упругое состояние, в них возникнут упругие деформации, обратные по знаку, но равные по величине пластическим деформациям, так как ВВ = АА\ и ВВг = AAj. При этом в тонкой стенке возникают внутренние напряжения сжатия, а в толстой - напряжения растяжения. Напряжения возрастают с увеличением модуля упругости материала, поэтому внутренние напряжения в стальных отливках в 2 раза меньше, чем в чугунных. Наибольшие остаточные напряжения образовываются в деталях сложных конструктивных форм с резкими переходами от местных скоплений металла к тонким стенкам и ребрам. Примерами таких деталей могут служить станины, рамы, корпусные детали, лапа долота и др. В сварных деталях также создаются остаточные напряжения вследствие их неравномерного нафева и остывания при сварке. Конструкция сварных деталей, как правило, имеет меньшую жесткость, чем литых, поэтому в ней остаточные напряжения больше. Возникают остаточные напряжения и в заготовках, полученных из проката, также вследствие неравномерного остывания, обусловленного различным скоплением металла. В процессе обработки заготовок, имеющих остаточные напряжения, при снятии с них слоя материала напряжения, а следовательно, и деформации заготовок значительно возрастают. Если при этом учесть, что заготовка зажата в приспособлении и напряжения не перераспределяются, го деформации после раскрепления заготовки станут еще больше. В процессе изготовления деталей большой длины и малой жесткости часто применяют операцию холодной правки заготовки. При холодной правке возникают остаточные деформации в детали, направление которых противоположно направлению деформаций, имеющихся до правки, и равные им по величине. При нафужении балки поперечной силой Р (рис. 1.6.9) на участке АБ возникают упругие деформации, подчиняющиеся закону Гука, а на участках АГ ц БВ - пластические деформации. После снятия нафузки деталь начинает упруго деформироваться в противоположном направлении под действием упругих напряжений, оставшихся в ее средней части. После наступления равновесия напряжений упругие деформации детали прекращаются; в результате на последующую обработку деталь поступает в напряженном состоянии и при снятии с нее слоя материала равновесие нарушается и она деформируется. 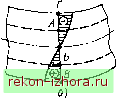 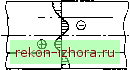 Рис. 1.6.9. Схема распределения напряжений при холодной правке: а - схема нагружсния; б, е - эпюра напряжений при нагрузке Р и после снятия нагрузки соответственно Остаточные напряжения в поверхностных слоях металла возникают при наклепе деталей после операций волочения, прошивки, развальцовки, калибровки и другой обработки методом холодного давления. Под влиянием суточных и сезонных температурных колебаний остаточные напряжения и деформации деталей постепенно перераспределяются. При этом перераспределение остаточных напряжений и деформаций вначале протекает интенсивно, а затем постепенно замедляется. Практически установлено, что детали машин после их обработки продолжают деформироваться при работе в машинах за счет продолжающегося перераспределения остаточных напряжений. 1.6.2. ОБРАЗОВАНИЕ ГЕОМЕТРИЧЕСКИХ ПОГРЕШНОСТЕЙ ДЕТАЛИ Рассмотрим, как действие вышеизложенных факторов порождают геометрические пофешности детали. Их влияние на геометрические пофешности детали происходит через изменение закона относительного движения заготовки и обрабатывающего инструмента, что приводит в каждый момент времени к отклонению относительного положения заготовки и инструмента. Рассмотреть все возможные варианты механизма образования геометрических пофешностей обработки не представляется возможным в силу офомного разнообразия конструкций технологической системы, схем базирования, условий обработки и др. Поэтому задача сводится к тому, чтобы изложить методический подход к установлению механизма образования пофешностей обработки. 1.6.2.1. Влияние упругих перемещений на точность изготовления детали Упругое перемещение является функцией силы и жесткости. К сипам, порождающим упругие перемещения технологической системы, 01Н0СЯТСЯ сила резания, сила зажима, центробежная сила и др. Жесткость технологической системы определяется жесткостью /3 масти технологической системы, с которой связана заготовка, жесткостью самой заготовки /д и жесткостью j части технологической системы, с которой связан обрабатывающий инструмент. В свою очередь жесткости частей технологической системы зависят но многом от схемы базирования заготовки и инструмента, а жесткость заготовки - от ее конструкции. Таким образом, в общем случае можно записать, что относительное упругое перемещение заготовки и инструмента У = Уъ + У, + У , (1.6.1) где у - упругое относительное перемещение заготовки и инструмента; г, упругое перемещение заготовки относительно станины станка; у -собственные упругие деформации заготовки; у - упругое перемещение инструмента относительно станины станка. Представим каждое слагаемое уравнения (1.6.1) как отношение силы к жесткости, тогда Р Р Р = -+ -+ -, (1.6.2) Уз Уд ./и де/з, /д, /и - жесткость соответственно группы деталей от заготовки до папины, заготовки и группы деталей от инструмента до станины. Рассмотрим образование каждого из слагаемых формулы (1.6.2) и их влияние на геометрические погрешности детали. Влияние сил на погрешность обработки. Рассмотрим влияние действующих сил на примере изготовления вала при его базировании на токарном станке в центрах с односторонним поводком (рис. 1.6.10). Эта схема базирования широко применяется не только на токарных, по и на шлифовальных, зубообрабатывающих и других станках. При такой схеме базирования действует сила резания Р, сила Р , нопжкающая при передаче крутящего момента от планшайбы к заготовке, и центробежная сила Рц.
|
|
© 2003 - 2025 Prom Izhora
При копировании текстов приветствуется обратная ссылка |