

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Пространственные размерные цепи При установке редуктора на основание отклонения формы поверхностей баз приведут к контакту корпуса редуктора с основанием в трех случайно расположенных точках, например, в точках / 3. Предположим, что точки / и 2 расположены одна за другой. При закреплении винтом 4 под воздействием сил AlAiредуктор повернется относительно линии, соединяющей точки / и 2, и соприкоснется с основанием с правой стороны. При закреплении сдеформируются не только донная часть и полки корпуса, но и его боковые стенки, что может нарушить положение подщипников и привести к защемлению вала; деформируются и крепежные детали, из-за чего их работа не будет соответствовать расчетной схеме. В связи с изложенным очевидно, что точность сборки во многом зависит от того, как прикладываются силы зажима и в какой последова-зельности. На рис. 1.6.34 показано - на примере фиксации положения головки блока автомобильного мотора, - как правильно завинчивать гайки, чтобы свести к минимуму погрешность, обусловленную деформацией крышки. Правильная последовательность закрепления винтов или гаек на шпильках основывается на принципе сокращения упругих деформаций сопрягаемых деталей в направлении от середины к краям или, другими словами, на принципе располовинивания погрешностей. Для этого вначале необходимо закрепить винты или гайки, расположенные на пересечении осей симметрии сопрягаемых (юверхностей деталей, затем, в направлении осей симметрии (крест на крест), переходить постепенно к винтам, расположенным на наиболее удаленных расстояниях. Правильная последовательность затягивания гаек на рис. 1.6.34 показана последовательностью номеров гаек. Упругие деформации деталей оказывают существенное влияние Eia точность сборки в тех случаях, когда детали отличаются е1изкой жесткостью. Так, например, базирующие детали многих машин отличаются недостаточной жесткостью, благодаря чему они легко деформируются в процессе монтажа на них ряда сборочных единиц, поэтому возникают трудности достиже-ЕЕия требуемой точности относительного ЕЕоложения сборочных единиц. При монтаже тонкостенных дета-11СЙ они часто деформируются, что при-Еюдит к искажению геометрической ()ормы, особенно в тех случаях, когда соединение осуществляется с натягом. В Рис. 1.6.34. Схема последовательности затягивания гаек при монтаже крышки с целью уменьшения ее деформации 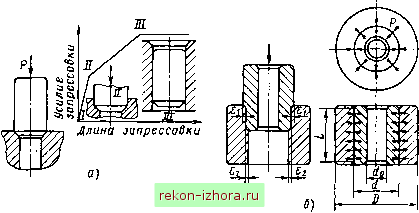 Рис. 1.6.35. Соединение деталей методом запрессовки: а - теоретическая схе.ма соединения; /-ориентация деталей; Я-запрессовка; /-полученное соединение; б - схе.ма продольно-прессового соединения и возникших при это.м напряжений таких соединениях охватываемая деталь имеет больший наружный размер, чем размер отверстия в охватывающей детали, в результате в материалах соединенных деталей возникают напряжения и силы трения, препятствующие их сдвигу. Вследствие натяга на поверхностях контакта возникают давления Р, определяющие характер деформирования охватываемой и охватывающей деталей. Теоретическая диафамма запрессовки и схема продольно-прессового соединения приведены на рис. 1.6.35. а к б. Отклонения формы поверхностей сопряжения соединяемых деталей приводят к неравномерному распределению давления и деформаций деталей как в процессе соединения, так и по завершении его. Это вызывает неравномерные расширения охватывающей и усадку охватываемой деталей в их продольном и поперечном направлениях. В результате могут возникнуть не только отклонения формы отверстия во втулке и наружной поверхности охватывающей детали, но и отклонения относительно положения собранных деталей. Аналогичные явления вызывает и неоднородность свойств материалов соединяемых деталей. Неравномерные упругие свойства материалом деталей в различных их частях отражаются на распределении давлений, а следовательно, на качестве и точности соединения деталей с натягом. Другой причиной неправильного положения детали после ее монтажа является несоответствие конструкторских баз детали требованиям, предъявляемым к базам. В результате изменяется назначение этих баз, что приводит к другой схеме базирования и погрешности установки детали. В процессе сборки требуется обеспечить заданную точность не только относительного положения деталей в изделии, но и точность их движения. Часто в изделиях требуется обеспечить точность вращения деталей, например, шпинделей, которая характеризуется радиальным и осевым биением. В связи с этим рассмотрим причины, порождающие эти биения. Причинами биения в осевом направлении вращающихся деталей является наличие у торцовых поверхностей отклонений от плоскостности и перпендикулярности к оси вращения у двух сопрягаемых деталей, из которых одна вращается или вращаются обе с разной частотой. Особенность влияния отклонений от перпендикулярности торцовых поверхностей сопрягаемых деталей на биение в осевом направлении заключается в избирательном законе их суммирования. Согласно этому закону, из двух отклонений от перпендикулярности сопрягаемых торцов деталей на осевое биение влияет только наименьшая погрешность. Как следует из рис. 1.6.36 при вращении вала, когда торец у корпуса не имеет отклонения от перпендикулярности к оси отверстия, колебание стрелки индикатора будет 0. В случае отклонения торцов корпуса сОк и вала сОв от перпендикулярности при условии, что СОк < й)в, стрелка индикатора за оборот покажет величину отклонения, равную сОк (рис. 1.6.36,6), а в третьем случае (рис. 1.6.36, в), когда СОк > Шв, стрелка индикатора покажет сОв. При наличии нескольких пар из вращающихся и невращающихся деталей (рис. 1.6.36, г), наибольшая суммарная погрешность осевого перемещения будет равна сумме наименьших отклонений от перпендикулярности поверхностей торцов сопрягаемых деталей в каждой паре. Так, псевое биение сооб = С0 + соз + СО5 + СО7. Другой погрешностью при сборке вращающихся деталей является радиальное биение центра сечения и пространственное биение оси исгали.
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |