

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Точность многооперационной вытяжки a/s (0) таково, что интенсивность деформации в приповерхностных слоях одинакова, наибольшее формоизменение определяют для слоя радиуса Pi; если же интенсивность деформации в слое радиуса ро больше, чем в слое радиуса р, вычисляют предельную кривизну для обоих слоев. Для слоя радиуса р предельная относительная кривизна (VPo)np=l[exp(V*/2)]- -ll/l-(a/s)exp (/Зе*/2)), ao/a = jA3. (67) Для слоя радиуса ро (VPo)?,p={[exp(jA38°/2)]-l)s/a, оо/а = - /3, (68) где s вычисляют по формуле (13); 8р - деформация разрушения металла, определяют по кривой пластичности 8р(Оо/а) при а /а = /3; 8° - то же, при Oq/o = - f/Ъ. Действительной предельной кривизной будет наименьшая. Прн круговой гибке стержня прямоугольного сечения для слоя радиуса р (VPo)np = [(xp8*)-l]/[l - (a/s)exp8*], %/а=1. (69) Для слоя радиуса ро (V(o)np4(e<p8 )-l]s/a, а /о = = -1, (70) где s вычисляют по формуле (35); е* - деформация разрушения металла; определяют по кривой пластичности 8р ( о/ ) Р V = е-тоже, прн Oq/o = - 1 . Ограничение кривизны гибки, связанное с локализацией деформации.. Природа явления локализации деформации при круговом нзгнбе состоят в следующем. Вследствие несовершенств исходной геометрической фор- мы заготовки, выражающихся в непостоянстве площади ее сечения по координате 9 (координате х в исходном состоянии) и неоднородности металла по той же координате, нарушается круговой вид изгиба. Кривизна становится непостоянной по 0, т. е. теперь является функцией 9. В некоторой точке центральной линии, в наиболее ослабленном сечении, она имеет наибольшее значение. Из условия статического равновесия продольная сила и изгибающий момент постоянны по 9, т. е. одинаковы в любых двух сечениях. Это позволяет получить связь кривизны в ослабленном сече- . НИИ с кривизной в любом другом сечении в предположении,что нарушение кругового вида изгиба относительно мало. По мере развития процесса изгиба кривизна в слабом сечении нарастает быстрее, чем в любом другом, и когда приращение кривизны в любом, более сильном сечении становится нулевым, изгнб целиком локализуется в окрестности слабого сечения. Для металла, нечувствительного к скорости деформации, это условие реализуется, когда приращение продольной силы dPg нли приращение изгибающего момента dM становится нулевым. Но максимум силы Pq возникает раньше, чем максимум момента М. Поэтому начало резкой локализации деформации совпадает с мгновением, когда dPQ = 0. Если металл чувствителен к скорости деформации, это условие ие реализуется. Расчет заготовки. Расчет заготовки ведется по геометрическим параметрам срединной поверхности детали, ее продольного сечення плоскостью р, 9, представляющего собой срединную линию, а также ее поперечного сечеиия плоскостью г, р. Срединная линия может представлять собой дугу постоянной илн переменной кривизны в растворе угла а, а может состоять из ряда сопряженных между собой дуг н прямых отрезков. На чертеже детали обычно указывается, что в точках сопряжений кривизна меняется скачкообразно. Это равносильно предпосылке, что поперечная плоскость, проходящая через точку сопряжения дуги н прямой, является границей между областями пластической и упру- гой деформаций. В действительности между этими областями имеется переходная область, в которой угловые пластические деформации соизмеримы с продольными. Эта область распространяется примерно на (0,54-0,7) s от точки сопряжения. В расчетах заготовки эти области не учитывают. При круговом изгибе срединная поверхность сектора цилиндрической оболочки меняет свои размеры от L (0) до L ар (s/2) в продольном и от В (0) до В в поперечном направлении. Соответственно меняется и размер в другом поперечном направлении от s (0) до s. На чертеже детали для каждого отрезка дуги и прямой срединной линии заданы размеры L, В, s и р (s/2). При разработке технологии гибки определяют геометрические параметры гибки, т. е. расстояние а и деформацию 8j ь осевом направлении, которым отвечают определенные силовые и энергетические параметры. Начальные размеры, т. е. размеры заготовки L (0) = ар (eg = 0) = = а (Ро + а); (71) В (0) = В ехр (-8); (72) s(0) = (s2--2spo)/2(po-- -f а) ехр (-8)]. (73) Если Ег = О, В = В (0), то s(0)= (s-f 2spo)/(2(Po-f а)1. (74) В случае, когда о = s/2, s (0) = s, L (0) = L. Прн круговой нецнлиндрической гибке монолитного стержня Z.(0)=2Z.(p -f а)/{[(3/2) X X(Po-f a)/2s(0)-hpff4Po.(75) Для заготовки круглого сечения высоту s (0) сечения принимают равной диаметру D. Когда начальная длина каждого отрезка срединной линии детали найдена, длину заготовки определяют как их сумму. Если сечение стержневой заготовки прямоугольное, размеры искаженного сечения детали отвечают равенствам (37), а если круглое, - равенствам (48) и (49). Когда сечение детали задано прямоугольным, форма и размеры сечения заготовки должны отвечать равенствам (41)-(44). 3. ГИБКА В ШТАМПАХ Схемы формоизменения и взаимодействия заготовки и штампа. Схемы формоизменения заготовки и ее взаимодействия со штампом изображены в их сечении плоскостью р, 9. Схема 1 (рис. 14). Пуаисон, имеющий рабочую поверхность радиуса г. Движется относительно матрицы. Полость матрицы состоит только нз опорных поверхностей радиуса Лм- Заготовка контактирует с пуансоном н участке 077, а с матрицей - по площадке контакта, расположенной по обе стороны от линии, проходящей через точку т (рнс. 15). Центральная линия 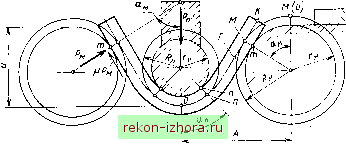 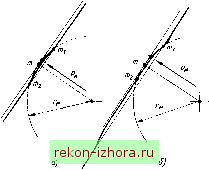 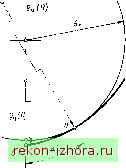 Рис. 15. Схема смятия поверхностей контакта заготовки и матрицы: а - упругий контакт; б - упругопласти-ческий на участке ПМ (рис. 16) имеет переменную кривизну, а на участке ОП она может быть двух видов: постоянной, равной кривизне 1 ? пуансона (рис. 16), и переменной (рис. 17). Если кривизна переменнар, в начале процесса формоизменения площадка контакта заготовки с пуансоном будет находиться около точки О. Кривизна центральной линии заготовки здесь наибольшая. При дальнейшем изгибе заготовки эта кривизна увеличивается, достигает значения 1 ? н продолжает расти дальше. Площадка контакта, находящаяся вначале около точки О, распадается на две площадки, расположенные около точек Я, движущихся от точки О. Кривизна в точках П некоторое время остается мень-  Рис. 17. Вид центральной линии иа участке ше 1 ?ц, затем становится равной \lRu, после чего заготовка наматывается на пуансон ; принимая его кривизну (рис. 18). На участке ПМ имеется зона упругой, упругопластической н пластической деформации. чПротя-женность упругой зоны (.Отрезок ГМ см. рис. 16), например для низкоуглеродистой стали, составляет 1/3- 1/4 отрезка ПМ. Поэтому деталь на участке ПГ имеет остаточную кривизну. Для приближенного расчета сил технологических параметров участок ПМ представляют в виде прямого отрезка ПМ (см. рис. 16), геометрически связанного с углом а равенством ПМ ПМ =/ = = \A - (R + /?м) sina]/cosa, Rn + Ryi = r + ru + s (76) н имеющего минимум 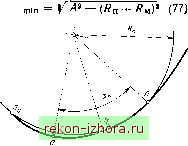 Рнс. 16. Действительная фПГМ) и упрощенная {ОПМ) форма центральной линии заготовки Рис. 18. Изменение центрально лииии на участке ОП по мере увеличения угла о,. 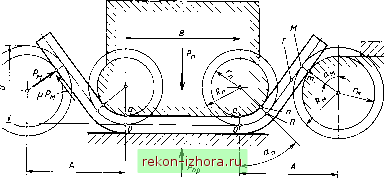 Рис. 19. Схема 2 гибки а = а, = arcsin [(/? + /? )/>!] (78) Ход инструмента м [Л sin а - (/? -I- /? ) X X (1 - cosa)]/cos а. (79) Если А = R + /? , то /п,п = 0. а = ап = я/2, ы = /?п + /бинормальная сила Рм на площадках контакта rriim (см. рис. 15) проходит близко от точки т геометрического касания, если контакт упругий (см. рис. 15, а). Если контакт пластический, точка, через которую проходит равнодействующая Р , несколько смещается (см. рис. 15, б). Схема 2 (рис. 19). Заготовка на участке В находится под воздействием силы Р р со стороны прижимного устройства матрицы. Если прижимного устройства нет или же развиваемое им усилие Рпр недостаточно, на 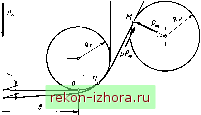 участке В образуется прогиб / (рис. 20, 21). Схема 3 (рис. 22). Здесь матрица движется вверх. Можно выделить несколько этапов, различных по характеру формоизменения заготовки. Формоизменение на первом этапе такое же, как по схеме 1. Этап кончается, когда точка т займет положение точки Ым, точка М ~ положение точки Ям. После этого мгновения начинается второй этап. Точка М движется по прямой ИИ (рис. 23), приближается к точке Г, отделяющей участок ГК, на котором металл ранее не вступал в пластическое состояние, проходит эту точку и движется дальше. Теперь перед точкой М движется участок, на котором в каждое данное мгновение металл находится в упругом состоянии, но ранее частично или весь находился в пластическом и упругопластической состояниях. Длина отрезка ПМ и упругого участка на 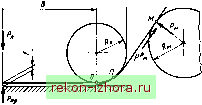 Рис. 20. Центральная линия заготовки с прогибом иа участке В в штампе без прижимного устройства Рис. 21. Центральная линия заготовки с прогибом иа участке В, когда усилие прижимного устройства штампа недостаточно 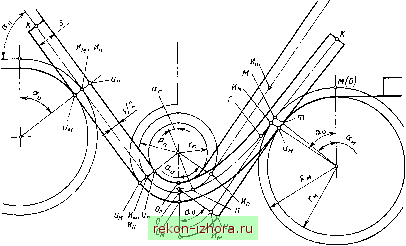 Рис. 22. Схема 3 гибки ием сокращается, точка К приближается к линии И И , отражающей рабочую поверхность и и пуаисоиа, точка П приближается к точке И . Этап кончается, когда точка К оказывается иа линии И И , т. е. когда конец заготовки упирается в поверхность пуаисоиа, а точка П еще ие достигает точки И . После этого мгновения начинается третий этап. Точка П продолжает приближаться к точке И . На относительно небольшой -части отрезка ПМ, примыкающей к точке П, продолжается изгиб, а вие ее идет разгиб (спрямление), причем некото- 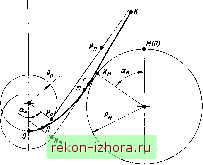 Рис. 23. Форма центральной линии заготовки иа втором этапе формоизменения при гибке по схеме 3 рый участок у точки К ynpjiro изгибается в обратном направлении (перегибается). Третий этап кончается, когда точка П займет положение точки И , причем вся линия ПК становится прямой и сливается с линиями И Ип и ЯЯм в одну линию (см. рис. 22, левая сторона). После этого мгновения начинается четвертый этап - упругое сжатие заготовки между поверхностями инструмента. Если на первом этапе на участке ОП имел место изгиб по схемам, показанным иа рис. 17, 18, для того чтобы заготовка иа участке ОП (см. рис. 17) приняла кривизну l/Rn, на части этого участка, примыкающей к точке Я, кривизна Должна быть увеличена, а иа другой части - около точки О - уменьшена. Т. е. должен происходить дальнейший изгиб на одной части и разгиб - иа другой. Это будет иметь место при сближении рабочих поверхностей МмО и МдОп матрицы и пуансона (см. рис. 22). Если же иа первом этапе формоизменения имеет место вид изгиба по схеме, показанной на рис. 16, необходимость задавать строго рабочую поверхность иа участке Имм матрицы отпадает (обычно задают только зазор). Схема 4 (рис. 24), Отличается от схемы 3 только наличием участка ши- 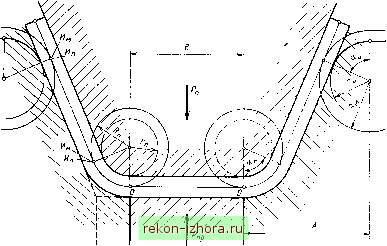 Рис. 24. Схема 4 гибки рииой в. Формоизменение на участке А такое же, как по схеме 3. Усилие Р р прижима должно быть достаточным с самого начала формоизменения, чтобы ие образовался прогиб заготовки (см. рис. 20, 21). Схема 5 (рис. 25). При г = s, а = = я/2 Л = /?п + /?м = + /-м + S-Формоизменение заготовки протекает так, как показано иа рис. 19, до мгновения, когда точка Ki выйдет иа вертикаль ЯпЯ (рис. 26). При дальнейшем движении ииструмеита продолжается увеличение кривизны до 1 ?п иа участке ЯД1, сокращение этого участка, уменьшение кривизны иа отрезке МГ и упругое увеличение кривизны обратного иаправлеиня на отрезке ГКу под воздействием силы Рд. к- Причем иа одной части отрезка м(о] 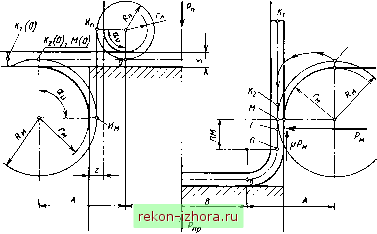
|
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |