

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Точность многооперационной вытяжки ОБТЯЖКА деформации ь\ (см. табл. 4), относящейся к точке G цилиндрической оболочки (см. рис. 10), больше деформации Bj (Л) в точке g заданной оболочки (см рис. 14, в), найденной по формуле (10). Пуаисон 2 (рис. 14, б, в) можно рассматривать как одну секцию много-секционного пуансона, предназначенного для формоизменения замкнутой кольцевой цилиндрической оболочки. Методика расчета технологических параметров такая же, как для цилиндрической оболочки. Обтяжку осуществляют в штампах на листоштамповочных прессах, а также на специальных обтяжиых машинах. При обтяжке в штампах кромки листа жестко зажимают с помощью прижимных устройств. Для полного устранения проскальзывания на кромке листа обычно выполняют формовку рифта V- или П-образного сечения; высоту сечения принимают равной (7ч-10) S (0). Усилие (иа единицу длины рифта), необходимое для формовки рифта и для удержания кромки в прижимном устройстве, приближенно можно найти по формуле Р = (1,5 1,8)а.г (0)- Радиусы скруглейий углов на контуре сечения рифта подбирают минимальными, исходя из условия недо- пустимости здесь разрушения металла при его изгибе во время смыкания прижимного устройства и при удержании от проскальзывания зажатой кромки листа во время обтяжки. При изготовлении штампа ребра выступа и впадины на прижимном устройстве не притупляют, а при отладке штампа их доводят до необходимой кривизны. При обтяжке иа специальных обтяжных машинах жесткий зажим кромок листа обеспечивается универсальными зажимами разнообразных конструкций. 3. ОСЕСИММЕТРИЧНАЯ ОБТЯЖКА Пуансои и матрица жесткие. Заготовка зажимается на матрице прижимом (рис. 15) так, чтобы металл, находящийся за контуром проема, не смещался в проем. Пуансон при движении в матрицу обтягивается образующейся осесимметричной оболочкой. Частицы металла оболочки претерпевают двухосное пластическое растяжение. Оболочка состоит из виеконтакт-иой и двухконтактных зон. В ходе формоизменения внеконтактная зона сокращается, а контактные - расширяются. Возможность формоизменения оболочки в целом определяется возможностью формоизменения внеконтактиой зоны. Она имеет разнонаправленные кривизны в меридианном и окружном ОСЕСИММЕТРИЧНАЯ ОБТЯЖКА 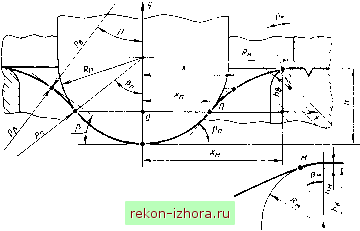 Рис. 15. Осесимметричиая обтяжка жесткого пуаисоиа со сферической поверхностью глубины (мм) пробы по Эрнксену и предельного угла Р.п Р * е. Связь
нормальных сечениях соответственно: 1/Рр 6/;с2, l/p-b/x. (18) Приближенные уравнения образующей и выражение для толщины стенки имеют вид Размер оболочки Лз да 6 1п [{х + /ЖУЫ + уЫп[(х+ \Гх- - &-)/( п + + (19) s s(0)(l-f cosP)2/4, (20) b = Рп/[2яав5 (0)J, P = arcsin (bjx) (21) (x - координата точки на границе между зонами). Параметры формоизменения, определяемые по формулам (19)-(21), относятся к моменту, когда на пуансоне действует заданная сила Рп- + /*Ь-6)] (22) Лв *П Рп X X (1+cosPn)]). (23) где Xfj - координата другой граничной точки образующей; Рп = arcsin X X (Ыху Предельное значение размера = = ЛвП отвечает предельному значению угла Рп - Рп. п. при котором возникает локализация деформации и 7. Предельный угол Рп.п (град) для металлов с различным уровнем штампуемости
затем разрыв металла в узкой кольцевой области, расположенной в контактной Зоне около граничного окружного сечения радиусом х. Предельный угол рп. п зависит от отношения s (0)/р и штампуемости металла при обтяжке. Показателем штампуемости является предельная глубина hg оболочки, отформованной в технологической пробе металла по Эриксену. Предельный угол рп. п = = р и глубина для оболочки в этой пробе однозначно связаны между собой (табл. 6) и соответствуют отношению s (0)/р = S (0)/10, когда в пробе используется сферический пуансон радиусом Ru = 10 мм. Для листа из достаточно пластичного металла (Кр. р > 2п) толщиной 1 мм предельный угол (град) в пробе по Эриксену рп. п = 55,5 + 32,7п. (24) Если угол Р известен, значение Рп. п соответствующее отношению S (O)Pj., для штампуемой оболочки, определяется по табл. 7. В таблице вначале отыскивается столбец под числом, равным или близким числу 0,1s (0). В этом столбце выбирается число, равное или близкое числу Р , лежащее в строке, положение которой указывает уровень штампуемости заданного металла. Искомое число Рп. п находится в этой строке на пересечении со столбцом под числом s (0)/р, близким к заданному отношению. Одна контактная зона принимает форму заданной поверхности пуансона, другая-тороидной поверхности кромки матрицы. Суммарный размер при сферическом и коническом пуансонах (рис. 15 и 16) соответственно равен; h = Rn (1 -cospn-f sin рп In [(хм + + /iii- bsinPn)],( n sin pnx X (1 +cospn)]) - m(1 - cosPm); (25) h = x sin pn X Xln{(x,-hy4г-Ж*п)/[- П X X (1 -f cos рп)]) + (x.M - л:п) X X tgpn- /?м(1-cosPm). (26) При предельном значении угла Рп = = Рп. п размер h = ha является также предельным. Если при формовке сферическим пуансоном соотношение между разме- 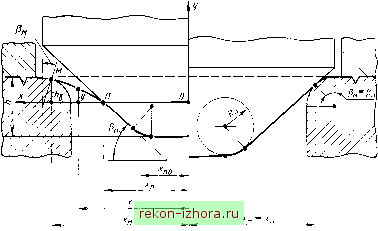 Рис. 16. Осесимметричная обтяжка жесткого пуансона с поверхностью усеченного конуса рами и таково, что в конце R = 0,85r при Р = 0,75- 1,00; формоизменения х = Rs\n Рп> в оболочке остаются только контактные зоны, тогда Ли = ( м Ь п)(1-cosPn). (27) В этом случае предельный угол рп. п возрастает по сравнению с найденным по табл 7 иа 5-8 %. Угол рм = = arcsin {Rn sin- Рп ?п). если оболочка имеет внеконтактную зону, и Рм Рп - если остаются только кон- тактиые зоны Функция (25) при заданных х и рп = рп. п (рад) имеет максимум по Ru: h = Лщах, когда /? = 0,77гд, при Рп.п=00-V Сила обтяжки прн наличии контактной н внеконтактной зон Pn = 2 as(0)x,sinpn; (28) когда остается только контактная зона Pn=2a3S(0)Xjsinp. (29) Работа пластической деформации определяется как площадь под кривой Рп Рп (h). Ее ориентировочно можно оценить по следующей формуле; Л 0,6Рп/г. (30) Если в конце формоизменения остается только контактная зона для сфери- 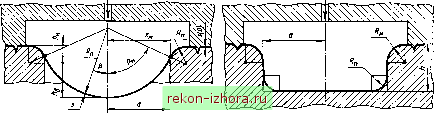 Рис. 17. Осесимметричная обтяжка жид- Рнс. 18. Осесимметричная обтяжка жидкостного (эластичного) пуансона (матри- костного (эластичного) пуансона (матрица - жесткое кольцо) ца - жесткая с плоским дном) ОБТЯЖКА ческого пуансона (см. рис. 15), то Л = лав5(0)/г2; (31) для конического (см. рис. 16) А = яо5 (0) (х1 - 4) (csc Рм -1). (32) В формулах (31), (32) не учтена работа деформации обтяжки тороидной поверхности матрицы радиусом /?м- Пуансон жидкостный, матрица жесткая. Под действиием давления жидкости из плоской заготовки образуется оболочка приблизительно со сферической поверхностью (рис. 17); \=Mtg(pM/2); = Рм = (м + Л)/(2Лв). (33) Толщина стенки оболочки s s(0) [(1 -f cosPm)/(1 -f cosP)]2*, (34) где k - коэффициент, зависящий от показателя степенной кривой упрочнения: где е - деформация в направлении нормали к поверхности в полюсе оболочки. Угол Рм количественно характеризует формоизменение оболочки. Предельное значение угла Рм = Рмп и предельное формоизменение имеют место при предельном значении деформации е = tnn- Экспериментально найденная связь между е, параметрами ёщ! и брр кривой упрочнения металла и параметром s (0)/а имеет следующий вид: ИппН2е + В[5(0)/аГ, (36) где В = 0,20ерр/(0,20 - 0,02; с =0,434 1п [(0,9ерр - 2ei,u)/(0,7epp - - 2ei j)]; = -Ко- Формула (36) применима при брр > > Збщ т. е. для достаточно пластичных металлов. Если найдено, предельное значение угла Р = arccos [2 ехр (e j2fe-l)]. (37) п 0,10-0,15 0,15-0,25 0,25-0,35 0,35-0,50 k 0,85 0,80 0,78 0,75 В точке с координатами х = Atj Р= Рм, согласно (34), s= s(0). В действительности толщина стенки здесь иа 3-5% меньше исходной. Если /?M8s(0), в области контакта оболочки с тороидной поверхностью матрицы радиусом /?м возникает местное утонение стеики, достигающее 10- 15%. В полюсе оболочки (х=0, Р= 0) s = s(0) [0,5(1 +cosPM)f*. е = I In s/s (0) I = 2fe In [0,5 (1 -f + cosPm)], (35) Давление жидкости q 2as (0) ?n = = AKcs(Q)l{hl + x-). (38) Работа пластической деформации A Ti: nos ф) hi, (39) Если матрица имеет дно (рис. 18), ее глубина h должна быть меньше предельного размера оболочки, иай-двиного по формуле (33) при подстановке в нее Рм = Рмп (37), на 10 - 15% Необходимое давление жидкости q ObS (0) (а + /?п)/(а/?п). (40) Глава ОТБОРТОВКА Формоизменение заготовки. Формообразование борта вокруг отверстия показано иа рис. 1. Часть 3 заготовки, ограниченная контурами диаметром Dj, и d (0), под действием пуаисоиа / превращается в борт. При формоизмеиеиии заготовки воображаемое малое волокно А/ (см. рис. 1), исходящее из какой-либо точки А, взятой иа образующей срединной поверхности заготовки, укорачивается. Скорость его деформации ё < < О, толщина борта соответствеиио уменьшается. Волокно А/е удлиняется (eg > 0), диаметральные размеры кольцевых элементов заготовки, находящиеся под торцом пуансона, увеличиваются. Изменение длин волокон А; и А/е при указанных знаках скоростей деформаций происходит в течение всего процесса отбортовки, независимо от того, в каком месте образующей пластически деформируемого участка заготовки находится точка А. Изменение длины волокна А/р зависит от положения точки А иа образующей и от того, насколько расширилось отверстие, имеющее начальный контур d(0). В точке, находящейся у кромки отверстия, волокно А/р укорачивается (ёр > 0), а в точке, находящейся вдали от кромки, там, где радиальные растягивающие напряжения Од превышают половину тангенциальных растягивающих напряжений Од, оно удлиняется (ё > 0). Напряжение Ор изменяется вдоль образующей заготовки от нуля - на кромке отверстия, до наибольшего значения ар - в сечении /-/ (см. рис. 1). При г - г (0) > Гц L tm (2г (0) + а) J г(0) От S (0) Г 2rn + s(0) Х(1+1,6ц), (1) где а =0,57 [/ + Гц-f s (0)]. При отбортовке коническим пуаи-соиом = 0,5aB[(l-)sinp + + (l-sinp) in- X X (sin р -f ц cos Р) X + 1. (O)zz: у r-[r-r(0)]sinpy Где Ов - временное сопротивление; фщ - относительное сужение поперечного сечения образца при растяжении в момент образования шейки; От - предел текучести; р - коэффициент трения; Р - угол конусности пуаисоиа. Приближенно, независимо от формы пуансона. Предельный коэффициент отбортовки. Формообразование заготовки при отбортовке оценивается коэффициентом отбортовки VCb (d-d(0))ld. K(t) = d(t)ld(Q). При полной отбортовке d (t) = d (см. рис. 1,а) и коэффициенте отбортовки К = djd (0) формоизменение ограничивается разрывом металла по кромке борта, возникающем при К (/)= = Кп (О или прн К = Ка- На предельное формоизменение существенно влияет отношение s (0)/d и состояние металла в приповерхностном слое. На рис. 2 показаны кривые
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |