

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Точность многооперационной вытяжки
0,2 0.Г5 0,1 0 05 с. 3 t 5 Ro 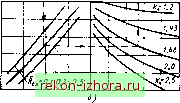 Рис. 13. Номограмма для определения размеров заготовки для обжима: а - в конической матрице; б - в куполообразной матрице ДОЛЬНОЙ силы). Если противодавление только внешнее, утолщение стенки составляет 10-15%; если двустороннее, то толщина стенки в зоне передачи продольной силы соответствует зазору между обоймой и неподвижной оправкой штампа для обжима. Продольная длина заготовки L изменяется в процессе обжима. При использовании условия неизменности объема металла при пластическом деформировании длину L определяют s/s. Рис. и. График изменения отношения начальной толщины s стеики заготовки к толщине кромки г - коэффициент анизотропии в функции размеров детали по следующим формулам: при обжиме по схеме на рис. 1, б 2 sin а 180 при обжиме по схеме на рис. 1, г при обжиме по схеме на рис. \,а R (/ 4R -(d + 2R~ D) -d-\-2R - D- (2R - D) arccos xL + Zf): при R - 0,5D формула (6) имеет вид L=lo+\VD-dX X 1 + где г - радиус кривизны срединной поверхности тороидвых участков 1 н 3 детали (см. рис. 1,6 и г); /о н / - длины цилиндрических участков детали диаметром D и d соответственно. При обжиме по схеме на рис. 1,е для обеспечения параллельности кромок основания и горловины заготовка должна иметь косой срез под углом Р, тангенс которого определяют по фор- 6. Расчетные н экспериментальные оптимальные углы конусности матриц для обжима
муле А. Г. Овчинникова и В. В. Ге-дионова: где 1,1 - поправочный коэффициент, установленный экспериментально. Приближенно можно считать, что длина детали равна меньшему основанию / трапеции (рис. 15). В этом случае длину заготовки определяют по формуле L да 1,1 (l-cos )-f Л (8) Заготовку с косым срезом применяют при а > 25° и /( 1,5. Обжим по схеме на рис. 1, е используют при получении переходников для соединения горизонтальных участков трубопроводов диаметром 10- 400 мм. Расчет геометрических параметров матриц. При обжиме по схемам, показанным на рис. 1, б и г, угол а наклона образующей рабочей поверхности матрицы имеет оптимальную величину аопт при которой сила обжима минимальна. Значение аопт зависит от коэффициента контактного трения р: sinaonT = V{i/2. (9) Некоторые расчетные опт и экспериментальные цп. значения оптимального угла конусности матрицы приведены в табл. 6. Рис. 15. Заготовка для переходника, полученного обжимом в эксцентрической конической матрице При обжиме по схемам, показанным на рис. 1, в, г, /, радиус скругления рабочей кромки матрицы не должен быть больше естественного радиуса изгиба Гр краевого участка обжимаемой заготовки (см. рис. 2): м < Гр = V Ds 2 sin а (10) При / < Гр деталь теряет контакт с матрицей, и наружный диаметр ее обжатой части da становится меньше диаметра матрицы do6 а величину М, определяемую по формуле (см, рис. 2) Ad = (l/ Ds/sin а - 2/-М - s) X Х(1-cosa). (11) В этом случае dM= d +s-f Ad= do6 + Ad. (12) Величина Ad уменьшается с увеличением радиуса матрицы г. Матрицы для обжима по схемам, показанным иа рис. 1, а-е, должны иметь направляющую (заходную) цилиндрическую поверхность высотой А=0,Ш (см. рис. 1,6), Матрицы с криволинейной образующей рабочей полости, как правило, имеют постоянный радиус кривизны R, изменяющийся от D до Л = 0,25D. С увеличением относительного радиуса кривизны R/D сила обжима уменьшается. При R/D < 0,5 и К> 2 обжатый участок заготовки получается частично плоским (см. табл. 1, поз. 5) при условии противодавления на его внутреннюю поверхность. Если противо- давление отсутствует, то краевые элементы заготовки, получившие определенную кривизну при обжиме, будут стремиться сохранить ее при переходе с криволинейного участка матрицы на плоский. При обжнме по схеме, показанной на рис. 1, в, в матрице с образующей рабочей поверхности в виде трактрисы усилие деформирования на 10-15 % меньше, а критическая степень дефор-мацгш на такую же величину больше, чем при обжнме в матрице с постоянным радиусом кривизны. Эиергосиловые характеристики, рекомендации по выбору конструктивной схемы штампа. При обжиме без радиального противодавления продольная сила деформирования определяется как произведение напряжеия оао на площадь сечения /-/ заготовки (см. рис. 2). Отклонения от номинальных размеров диаметра и толщины стенки заготовки, отклонения механических свойств материала, регламентированные стандартами, учитываются коэффициентом у- 2: Роб = ynDsciao. (13) Значения Оао при обжиме в матрицах с различной формой рабочей полости приведены в табл. 1. Прн обжнме с наружным радиальным противодавлением суммарная сила деформирования состоит из двух слагаемых; собственно силы обжима PqG и силы Рт. необходимой для преодоления силы контактного трения, возникающей при перемещении ограничивающей обоймы штампа относительно заготовки; Р = Роб + Рт- (14) Силу Рпр приближенно определяют по формуле В. И. Ф)олова, полученной на основании анализа опытных данных при обжиме стальных заготовок на гидравлическом прессе; Рт = 2Роб¥ / D + S V D-fs (15) где Л - высота цилиндрического участка детали диаметром D. Расчеты по формуле (15) показывают, что при [1 = 0,15 и Н, изменя- ющейся от D до 2D, Рт=(0,3- -ь0,8) Роб соответственно. Работа дефорнацш. При обжиме продольная сила изменяется по ходу матрицы. Вначале она увеличивается до момента входа краевого участка заготовки в цилиндрический поясок матрицы диаметром d (см. рис, 1, г), после чего остается приблизительно постоянной до окончания процесса. Работа деформации должна определяться применительно к определенной схеме обжима. Так, например, при обжиме по схеме на рис. 1,6, когда сила обжима изменяется от нуля до наибольшего значения, работа деформации = Роб dh = ynDs оао dh, где dh-элементарный путь матрицы на коническом участке детали; Я - длина участка заготовки, который после обжима превращается в конусный участок детали (или путь матрицы при обжиме конусного участка детали). Если считать, что при К - 1,5-2,0 утолщение стенкн увеличивает оао в среднем на 15 %, то формула может быть представлена в следующем виде; X (1 -f (i ctg а) (3 - 2 cos а). Сделав допущение о том, что в процессе пластической деформации площадь поверхности заготовки не изменяется, получим d = VD (D - 4Я sin а) и 4D sin а С учетом приведенных зависимостей работа 1 = l,15vDsas срЯ X У- V {D-AH sin af 6Я JAS sin а X (1-f lictga) (3 -2cos а). (16) Рис. 16. Конструктивные схемы штампов для обжима: а - открытого (1 - выталкиватель; 2 - верхняя плита; 3 - матрица; 4 - фиксатор; 5 - нижняя плита); б - Полузакрытого (/ - клнн; 2 - матрицедержа-тель; 3 - матрица; 4 - выталкиватель; 5 - неподвижная опора: 6 - подвижная опора) Формула (16) позволяет построить график изменения работы деформации по пути матрицы, а также установить характер влияния основных факторов на ее величину. При обжиме по схеме, показанной на рис. 1,г, работа деформации состоит из двух слагаемых; работы Ai, затрачиваемой иа деформирование конического участка детали, и работы А, затрачиваемой в период установившегося процесса обжима; А = Ai-\- Если считать, что изменение Ощ, по пути матрицы от начала обжима до момента входа краевого участка заготовки в цилиндрический поясок матрицы диаметром соответствует линейному закону, то работа деформации при обжиме по схеме, показанной на рис. 1,г, определяется по формуле Л = Роб(0,5Я+Яц), (17) где Я - длина участка заготовки, из которого после обжима получается коническая часть детали; Яц -длина цилиндрического участка детали диаметром d. При обжиме по схеме на рис. 1,6 Яц = 0; при этом формула (17) принимает следующий вид; f 2 J  А = Ai = 0,5РобЯ. (18) При обжиме с наружным радиальным противодавлением работа деформации (19) где А-г - работа, затрачиваемая на преодоление силы контактного трения Рт, определяемой по формуле (15). 6 S) Прн обжиме по схеме, показанной на рис. 1, г. А = Р (Я-f Яц). (20) Наиболее точно работа деформации определяется при использовании диаграммы усилие - путь, автоматически записанной при обжиме. Работа деформации численно равна площади этой диаграммы (находится планиметрированием). Рекомендации по выбору конструктивной схемы штампов. Выбор конструктивной схемы штампа для обжима зависит от требуемого коэффициента обжима. Если К меньше предельного, при обжиме без радиального противодавления (см. табл. 2) применяют открытые штампы (рнс. 16, а). При коэффициенте обжима, близком к предельному, применяют полузакрытые штампы с внешним противодавлением у основания заготовки (рис. 16, 6). При коэффициенте обжима больше предельного в зависимости от его значения (см. табл. 3) применяют закрытые штампы с наружным радиальным противодавлением (рис. 17, о) или штампы с двусторонним (наружным и внутренним) противодавлением (рнс. 17,6), Обжатая заготовка, как правило, остается в матрице, поэтому штамп должен иметь верхний выталкиватель (на рнс. 17, а не показан). Если деталь обжимается не по всей высоте и имеет цилиндрический участок диаметром D (см. рис. 1), применяют штампы со скользящей обоймой, препятствующей выпучиванию заготовки, прикрепляемой к торцу матрицы для обжима (рис. 17, б), что обеспечивает свободное удаление детали из полости матрицы. 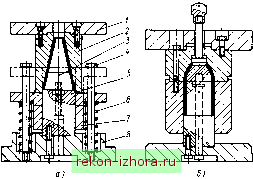 Пример расчета технологических параметров обжима. Требуется рассчитать размеры заготовки, выбрать конструктивную схему штампа для обжима, определить усилие и работу деформирования, необходимые для штамповки детали, показаииой на рнс. 18, рассчитать геометрические параметры матрицы. Заготовкой служит стальная бесшовная горячекатаная труба диаметром Од = 102 мм, со стенкой толщиной s = 4 мм, у которой ов = 500 МПа, От = 420 МПа, относительная деформация в момеит начала образования шейки Ещ = п = = 0,223. Относительная толщина стеики заготовки siD = 4/102 = 0,04; срединные диаметры О = 102 - 4 = = 98 мм, d = 68 - 4 = 64 мм; коэффициент обжима /С = 98/64 = 1,5. Рис. 18. Чертеж детали, полученной обжимом Рис. 17. Конструктивные схемы штампов для обжима коиусиых (а) и куполообразных (в) деталей: 1 - верхняя плита; 2 - матрица; 3 - фиксатор; 4 - упорный винт; 5 - упорная оправка; 6 - пружина; 7- обойма; S - нижняя плита 1. Толщину стенки на кромке обжатого участка детали приближенно определяем по формуле (1), поскольку /(<2: к = 4 У- = 4,95 мм. 2. Длину заготовки определяем по формуле (4): i=i2o+44/2:+(,+)x 4( 98 - 64 2-0,5 -2 20 0,27 3,148-30 Ш = 181,2 мм. 3. Конструктивную схему штампа выбираем по результатам сравнения требуемого /(=1,5 и предельного коэффициента обжима /(д. По табл. 2, составленной применительно к обжиму по схеме, показаииой иа рис. \,а (без радиального противодавления при RiD = 1/2), для s/D = 0,050,02 и Ов = 350-450 МПа Кп = 1.311,25. Поскольку К > Кп, выбираем штамп с радиальным противодавлением. В этом случае при обжиме по схеме, показанной на рис. 1, г с внешним противодавлением, /Сп = 1,64ч-1,56 (см. табл. 5). С учетом того, что в данном примере обжим осуществляется по схеме, показанной иа рис. 1,г, Кп следует уменьшить примерно иа 8 % (на 5 %, потому что рабочая полость матрицы конусная, а не сферическая, и иа 3 % вследствие изгиба и спрямления краевой части заготовки при формоизмеиеиии цилиндрического участка диаметром d). Тогда при sId = 0,04 /Сп = 1.5- На основании изложенного выбираем закрытый штамп с внешним противодавлением, конструктивная схема которого показана на рис. 19. 4. Суммарную силу обжима Р определяем по формуле (14), предварительно рассчитав собственно силу обжима по формуле (13). Среднее напряжение текучести (см. табл. 1) >г ср 420 + О 223 22s 64 \ 0,223 е0,223 = 571 МПа. Поскольку обжим осуществляется по схеме иа рис. 1, г, для определения оао используем формулу, пряве-денную в табл. 1 (поз. 2) прн ц = 0,1; тогда сила обжима по формуле (13) Роб= 1,2-3,14 0,098 0,004 X I У о, 0,098 M98 ,004 1,064 0,5 (3 - 2 0,866) 0,064 = 0,6368 -ЧН = 636,8 кН. Силу, необходимую для преодоления сопротивления трению, при перемещении обоймы штампа (при ц = 0,1) определяем по формуле (15); о 20,6368-0,120,1 0,102 0,120,1 0,102 = 167,4 кН. = 0,1674 МН = Сумма продольной силы обжима и силы трения (суммарная сила обжима) Р = 636,8 -Ь 167,4 = 804,2 кН. 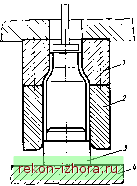 Рис. 19. Конструктивная схема штампа для обжнма детали, показаииой иа рис. 18: / - матрица; 2 - обойма; 3 - опора; * - выталкиватель 5. Работу деформации Аа определим По формуле (19), предварительно рассчитав значения и Л по формулам (16), (17) и Лт по формуле (20): 0,098== - 0,0642 4.0,098-0,5 = 0-028 А = 636,8 (0,5-0,028 + 0,044) = = 36,93 кДж; Лт = 167,4 (0,028 + 0,044) = = 12,07 кДж; Лп = 36,93 + 12,07 = 49,0 кДж. Расчеты по формулам (16) и (18) дают близкие результаты. 6. Радиус рабочей кромки матрицы конструктивно принимаем равным Гм = 10 мм. При этом параметр Ad (см. рис. 2) рассчитываем по формуле (И): X (1 -0,866) = 2,1 мм. Зная Ad, определим рабочий диаметр матрицы: dn = do6 + Ad = 68 = 70,1 мм. 2,1 =
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |