

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Точность многооперационной вытяжки 14. Классификация оболочек Одно- и миогосту пеичатые с закрытой концевой частью Гладкие с закрытой коицевон частью Гладкие с открытой концевой частью
I группа (LID = 0,5-1,0; HiD = 0,005-4-0,02) 0,25-0,8
Механическая обработка Обработка давлением Ротационная вытяжка шариковыми и роликовыми устройствами ч > I I > Одно- и многоступенчатые с закрытой концевой частью Гладкие с закрытой концевой частью Гладкие с открытой концевой частью Оболочки гладкие в виде колец II группа (L/D = 0,254-1,80; H/D = 0,0024-0,010)
Механическая обработка Обработка давлением Обработка давлением и механическая обработка Ротационная вытяжка шариковыми и роликовыми устройствами Ротационная вытяжка шариковыми н роликовыми устройствами III группа (L/D = 0,02-0,50; H/D = 0,0014-0,05) ais-t,!\ Механическая обработка Ротационная вытяжка шариковыми и роликовыми устройствами > S Ь S I ta 13 S ч > го s о о о о. , о 3 а S го R о о (- 5 f S D- a. - (i> s>Q 03 s 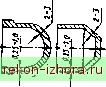 в tr i< s >, Щ 4, о a: H 3 s Й л g 2 заготовок с максимальным использованием материала. Вид заготовки определяется размерами оболочки, ее назначением, заданной точностью и способом вытяжки. Для группы t оболочек рациональной заготовкой является труба, полученная волочением или прессованием. Такая заготовка может быть использована при прямом и обратном способе ротационной вытяжки. В случае прямого способа один из открытых концов заготовки завальцовывается или в него вваривается упорное кольцо. Для этого способа могут быть также использованы трубные заготовки с внутренним уступом, полученным механической обработкой внутреннего дна-метра трубы илн выдавливанием. Заготовки в виде труб могут быть использованы для получения оболочек-колец (см. табл. 14, группа III). Изготовленная ротационной вытяжкой оболочка большой длины разрезается на кольца заданной ширины. Для оболочек групп I и IV рационально использовать в качестве заготовок колпаки, полученные обычной вытяжкой или выдавливанием. Эффективно использование для оболочек группы II заготовок, полученных из плоского листа вальцовкой, с последующей сваркой стыка. Такие обечайки могут быть сварены с предварительно полученными колпаками. Использование сварных и штампосвар-ных заготовок позволяет исключить операцию зачистки сварного соединения, сократить число операций и снизить расход материала и себестоимость изготовления оболочки. Выбор и расчет заготовок. Выбор толщины стенки заготовки связан с пластичностью материала, которая оценивается величиной предельного обжатия стенкн оболочки в холодном состоянии без промежуточной термической обработки. Практикой установлено, что предельное обжатне для большинства материалов, подвергающихся ротационной вытяжке, находится в пределах 50-75 % (табл. 15). Расчет заготовок для получения цилиндрических оболочек основан на равенстве объемов готовой детали и заготовки. Ниже приведены формулы 15. Значения предельной степени обжатня г)пр стенок без промежуточной термической обработки
для расчета размеров (мм) заготовки по размерам готовой детали. Толщина стенки - 4ft(tl) -1)(в + Л) 2(г-1) Наружный диаметр D3 = + 2Я. Длина заготовки Z.3 = Vs/F. Объем заготовки Vg = + VoTp + + зав- Здесь - внутренний диаметр детали; - объем детали; VoTD - объем материала на отрезку (10-15 % от д); 1/зав - объем материала на завальцовку (10-20 % от УцУ} F3 - площадь заготовки. В производственных условиях основные размеры заготовки можно определять с помощью номограмм (рис. 12). Конструкции устройств для ротационной вытяжкн. Для получения тонкостенных цилиндрических деталей используют устройства, которые уста-наливают на токарные станки различных типов. В табл. 16 приведены конструкции шариковых и роликовых устройств. В качестве деформирующих элементов в шариковых устройствах применяют шарики различных диаметров. Размер и число шариков оказывают существенное влияние на условия обработки и качество поверхности оболочек. Большие размеры шариков це- лесообразно применять прн относительно толстых стенках заготовки и при формоизменении с большими степенями обжатия. Шарики диаметром 10-20 мм успешно используют при обработке заготовок с тонкими стен- , ками (0,8-1,5 мм). Для заготовок с меньшей толщиной стенки следует выбирать шарики диаметром менее 10 мм. Такие же размеры давильных элементов могут быть применены для калибровочных проходов с целью достижения размерной точности и шероховатости поверхности. Оптимальный диаметр шариков может быть выбран в зависимости от толщины стеикн £/ш=(5-М0)Я (27> или с помощью номограммы (рнс. 13). Выбор размера шарика хорошо регламентирует отношение 0,1<Я/йш<0,2. (28) При соотношении Я/йш<0,1 имеет место увеличение зазора между оправкой и стенкой заготовки. При Я/ш> 0,2 резко возрастает наплыв материала перед фронтом давильных элементов, что нарушает ход процесса. Число давильных элементов, необходимое для ведения процесса, тшт = я (т-Ь 1) - 1, (29) где m = D/dm- (30) Наряду с шариковыми устройствами для ротационной вытяжкн находят 0,2 0,4 0,Ь 0,8 V h,MM 3,0 2,0 Рис.12. Номограмма для определения размеров заготовки 1200 Lg,nM
1/00 600 500 Lj,MM применение н роликовые устройства, которые позволяют осуществлять значительные обжатия за одни проход н тем самым сокращать число про- И,мм 0,10 0,12 0,1¥Н/с/щ 0,16 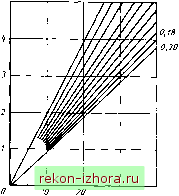 30 с(щ,мм Рис. 13. Номограмма для определения размеров шарика ходов, сохраняя прн этом необходимое качество получаемых оболочек. Деформирующие элементы в роликовых устройствах выполнены в виде профилированных роликов, имеющих специальные участки для контакта с опорными кольцами и с материалом. Наиболее простой с технологической точки зрения является рабочий участок, выполненный в виде тора, причем чем меньше радиус тора, тем выше точность получаемых оболочек, а чем больше, тем ниже шероховатость поверхности и выше качество наружной поверхности. На рис. 14 показаны различные конструкции роликов. Ролики (рис. 14, а) имеют сферический рабочий профиль н представляют собой типовую конструкцию с рабочим профилем /, опорными дорожками для контакта с опорными кольцами н посадочные места / для осей. Такие ролики позволяют получить значительное обжатие за одни проход с достаточно хорошей наружной поверхностью, просты в изготовлении. 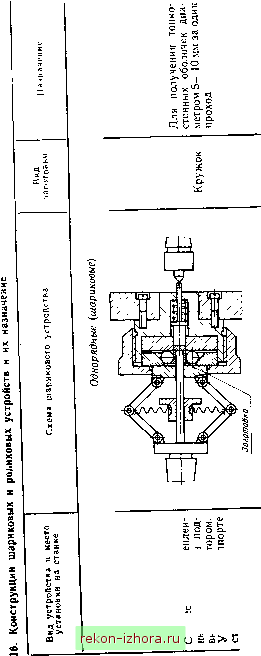 н ьй 2 ох сх. с 3 S с =5. у S о я а) = о а я 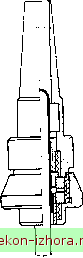 а. ~ я >, 5 со 5 с СЧ (duo ч а. g CL М О g S CL - S w n n с !§ n se S v 3 = g (JSC) и 5 ьс s Я x .5 .
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |