

|
|
Разделы сайта
Читаемое
Обновления Apr-2024
|
Промышленность Ижоры --> Точность многооперационной вытяжки 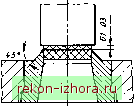 Рис. 47. Схема зачистки детали из неметаллических материалов 0,1-0,3 мм. Детали для неметаллических материалов (например, из гетннакса и текстолита) зачищаются в матрице заостренной режущей кромкой (рис. 47), а пуансон выполняется по второму варианту, т. е. с сечением, перекрывающим рабочее окно матрицы, и также в процессе резания не доходит до ее режущей кромки на 0,1- 0,3 мм. Если штамп для зачистки прикрепляют к ползуну пресса с помощью хвостовика и пресс не обеспечивает необходимой точности для совпадения рабочих частей верха с низом штампа, то хвостовик по конструкции должен быть плавающим (см. рис. 8; 49). Пригонка колонок с втулками направляющими осуществляется по H&lhb или Нб/дЪ и в некоторых случаях с индивидуальной доводкой. Лучший результат дают направляющие шариковые узлы (с треиием качения). Штампуемую заготовку укладывают в штамп уширенной стороной (без скола) к матрице. Удаление стружки 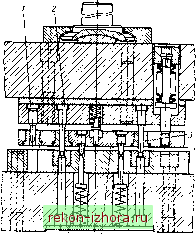 Рнс. 48. Схема вырубки и зачистки детали в двухъярусном штампе Рис. 49. Зачистка в штампе ранее пробитых отверстий после зачистки деталей наиболее целесообразно выполнять с помощью струи сжатого воздуха. Детали с чистыми торцами можно получить в двухъярусном Штампе (рис. 48), верхняя матрица / которого имеет острую режущую кромку и служит для обычной вырубки заготовки с учетом припуска на зачистку, а нижняя 2 - 0. закругленной рабочей кромкой, предназначенной для зачистки. В штампах для зачистки отверстий помимо направляющих колонок, втулок, выполняемых с жесткими требованиями по аналогии с зачисткой наружного контура, необходима высокоточная взаимная фиксация трех основных элементов конструкции: матрицы (державки матрицы) - съемника - державки пуансонов. Это обеспечивается за счет применения пилонов /, 2 н фиксаторов (рис. 49). Последние могут быть использованы одновременно для фиксации штампуемых заготовок, отверстия в которых выполняют заранее. Кроме того, применяют дублирующие фиксаторы 5. Показанный вариант взаимной фиксации основных узлов штампа является достаточно распространенным, а наиболее универсально этот важный во- прос решается путем использования направляющих колонок штампа для одновременной фиксации съемника (см. рис. 8). При любой компоновке пуансоны в штампах для зачистки отверстий должны строго направляться по съемнику 4 через втулки 3, изготовленные из материала с высокой твердостью. Эффективность работы штампа во многом зависит от стойкости пуансонов, которые наиболее целесообразно изготавливать из твердого сплава (типа ВК15М). Получать высокоточные отверстия возможно не только зачисткой (снятием стружки), ио и путем выглаживания с помощью дорна. Процесс выглаживания выполняется преимущественно при толщине штампуемого материала s>3 мм. Инструментом для выглаживания поверхности отверстия служат специальные дорны-пуансоиы илн шарики (рис. 50). Припуск иа выглаживание назначают на 30-40 % меньше по сравнению с припуском на зачистку со снятием стружки, поэтому соответствующие отверстия предварительно обрабатывают механическим путем. Съем штампуемой заготовки с пуансонов после зачистки рекомендуется осуществлять пружинным съемником 4 (см. рис. 49), который одновременно выполняет функции прижима материала, что существенно помогает ведению процесса. Отсутствие зазора (щелн) между съемником и материалом по этой схеме предохраняет пуансоны от продольного изгиба. Получение отверстий с чистой по-верхлостью среза (без заметного скола) возможно с применением пуансонов со специальной геометрией рабочей части (рис. 51). Процесс ведется в два этапа: пробивка с припуском для зачистки и соответственно зачистка. Это достигается за счет наличия на рабочем участке пуаисоиа двух ступеней. Первую ступень, прилегающую к торцу по диаметру di, выполняют меньше размеров заданного отверстия детали иа величину припуска для зачистки (по всему контуру). Вторая ступень имеет размер d с учетом припуска иа упругую деформацию штампуемого металла. Переход размера d, к размеру d выполняют в виде усеченного конуса нлн обычной ступенью. Допускается 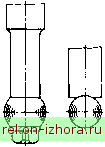 Рис. 50. Элементы рабочнх частей для выглаживания ранее пробитых отверстий изготовление пуансона с заостренным концом с углом а = 60-;-90°. Однако для обеспечения высокого качества поверхности стенок отверстия необходимо наличие сильного прижима штампуемого материала с давлением не менее 1-2 МПа. При всех способах зачистки контура штампуемой детали процесс сопровождается проталкиванием ее с большим напряжением через матрицу. Появляется остаточная деформация, в результате которой полученные размеры детали не могут точно соответствовать размерам матрицы. Величина остаточной деформации зависит от марки материала и размеров штампуемой детали, конструкции режущей кромки (с притуплением или без него). Численное значение отклонений устанавливается опытным путем и колеблется в пределах тысячных н сотых долей миллиметра. Прошедшие зачистку отверстия в листовых деталях, как правило, также имеют соответствующие отклонения размеров от упругих сил деформации. Рис. 51. Пуаисоиы со специальной геометрией рабочнх частей для выполнения чистовой пробивки П f. 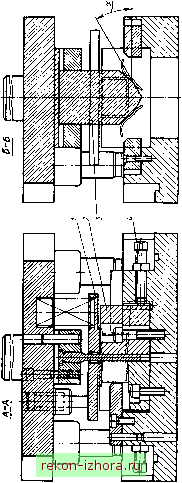 е. а 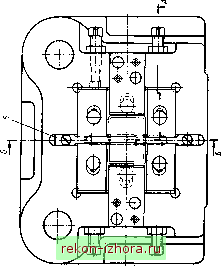
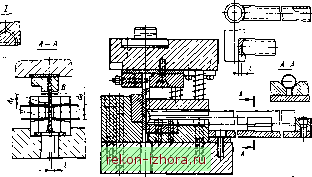 Рис. 53. Схема штампа для разрезки круглой трубы Штампы для разрезки спаренных деталей (обычно после формоизменяющих операций) выполняют с пружинным прижимом / (рис. 52). В больщннстве случаев целесообразно, чтобы матрица 2 состояла из двух регулируемых частей, прикрепляемых непосредственно к нижней плите илн к промежуточной державке. Этот способ делает возможным сохранение остроты режущих кромок за счет перешлифовки торцов секций матриц без нарушения геометрии ее профиля. Наличие ограничительных упоров 5 и регулировочных винтов 4 обеспечивает высокоточную стыковку матрицы с пуансоном 3. Геометрия ножа-пуансона должна быть такой, чтобы процесс разрезки осуществлялся с возможностью свободного отделения отхода в виде стружки. Рекомендуемый угол а между касательной, проходящей через точку касания режущей кромки пуансона со штампуемым материалом, должен быть не менее 30° Тонколистовой прокат с замкнутой полостью в виде труб (круглого, прямоугольного и другого сечення) также возможно разделять в штампах без оправкн. Однако относительно малая жесткость подобных профилей в свободном состоянии требует создания специальных условий для ведения процесса. На рис. 53 показана принципиальная схема штампа для разрезки круглой трубы с отходом, равным ширине В пуансона 2. Составные Рис. 54. Штамп для обрезки конца трубы матрицы / и 5 смонтированы в ползушках 4 с приводом от клиньев 5 и пружин 6. Качество разрезки значительно повышается, если сходящиеся секции / и 3 производят обжим трубы с перемещением некоторого объема металла вверх навстречу пуансону 2. С этой целью в секцинх делают фаски под углом а = 45ч-60°. Местное выпучивание придает трубе дополнительную жесткость. Величину фаскн и степень обжатия (do - di)/(4< 0,02 уточняют опытным путем прн отладке штампа. Обжим трубы осуществляется только на небольшом участке / да 3-5 мм. Обрезка конца трубы, спариваемой с другой Трубой (нлн иной деталью), по аналогии с операцией разделения трубы на части также требует применения заостренного пуансона и надежного прижима трубы. Обрезка тру- бы по заданному профилю возможна с оправкой - матрицей, размещенной внутри нее, и без оправки. В последнем случае задача осложняется тем, что стенка трубы прн внедрении в нее пуансона теряет устойчивость, поэтому процесс резания следует вести начиная с боковой поверхности, постепенно приближаясь к середине трубы, имитируя схему работы ножниц с наклонными ножами. При этом трубу укладывают в штамп (рнс. 54), в положение, перпендикулярное направлению оси спариваемой с нею трубы (нлн иной деталн), т. е. с поворотом ее на угол 90° (что не соответствует тому поло- 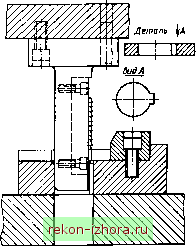 Рис. 55. Схема протягивания шпоночного паза в штампе женню Трубы, прн котором она должна располагаться, если бы ее конец подвергался фрезерованию на вертикально-фрезерном станке). Это дает существенное преимущество для ведения процесса, так как представляется возможность начинать обрезку без внедрения заостренного конца пуансона в верхнюю часть стенкн трубы илн с началом внедрения на крайнем участке / малой длины (от торца на расстоянии / Q,2s). В результате в первый момент резания стенка трубы испытывает малое усилие, что пред-  Рис. S6. Расположение секций пуансонов относительно секции матрицы отвращает ее прогиб. Отход, отделяясь постепенно, образует завивающуюся стружку. Штампы с применением протяжек подобно оснастке, выполняющей протяжные операции при механической обработке, применяют для получения шпоночных пазов н фасонных канавок; шероховатость поверхности Ra = = 0,8-h0,l мкм. В протяжке-пуансоне возрастание размера последующего зуба по отношению к предыдущему назначают в пределах 0,02-0,15 мм. Поскольку процесс резания происходит односторонне, то держатель протяжки должен иметь надежную опору. Последней может служить противоположная сторона отверстия матрицы (рис. 55) нли специальный противоот-жим. Штампы для протяжки отверстия (отверстий) оснащают высоко+очными направляющими элементами, которые обеспечивают посадку между колонкой н втулкой не ниже Hblqb. Штампы для выполнения различных разделительных операций при штамповке крупногабаритных кузовных деталей имеют свою специфику. Операции вырубки и обрезки по контуру характеризуются прежде всего наличием больших периметров режущих контуров, что требует применения секционных рабочих частей (рис. 56). Стыки секций пуансона / ие должны совпадать со стыками секций матрицы 2. При выполнении разделительных операций, связанных с обработкой штучных заготовок, рекомендуется, чтобы штампуемаи деталь во время обработки находилась в неподвижности. Поэтому в штампах дли вырубки и обрезки контура матрицу располагают вверху, а пуансон илн пуансон-матрнцу - внизу. Вырубленная заготовка илн деталь после обрезки удерживается в исходном (нижнем) положении с помощью пружин. Учитывая большую массу литых деталей, целесообразно верхний выталкиватель 3 фиксировать ограничителем хода / н направляющими колонками 2 (рнс. 57). Пружины 4 в крупных штампах собраны в пакеты с предварительным натягом. Если вырубка по контуру илн отрезка без отхода осуществляется нз широкого рулона в раскройной лн- 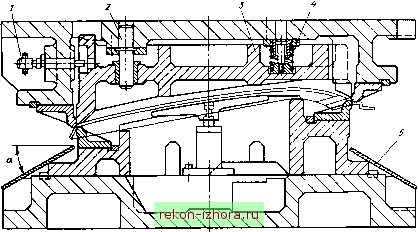 Рис. 57. Типовая компоновка основных деталей крупногабаритных разделительных штампов нии, то заготовки проталкиваются вниз и конвейером выносятся нз рабочей зоны штампа. Пробивку производят по обычной схеме - с матрицами (матрицей), расположенными внизу, н со съемом заготовки (детали) с пуансонов от пружинного съемника. Внешний отход (в виде рамки, кольца) после обрезки штучной заготовки (детали) разделяется на отрезки ограниченной длины (в пределах 400- 600 мм). С этой целью по периметру обрезки устанавливают ножи (см. рнс. 56), которые примыкают к секциям пуансона (пуансои-матрнцы). Разделенные отходы сползают под действием собственной тяжести по наклонным плоскостям нижней плиты нлн по лоткам 5 (рис. 57). Угол наклона от  Рис. S8. Примеры конструкций лотков-склизов с трением качения горизонтальной плоскости а = 20-f--н30°. Если же поверхность соответствующего склиза оснащена шариками или роликами (рис. 58), то угол наклона может быть уменьшен вдвое. Для снижения шума и потребного усилия резания секции большого контура выполняют волнообразными (см. рис. 56). Границы волн и разъема секций должны совпадать. Высоту h воли (скосов) принимают в зависимости от толщины штампуемого материала (размеры, мм): S До 2 Св. 2 до 4 h 4-6 5-8 S Св. 4 до 8 Св. 8 h 8-10 12-20 Длина волн (ориентировочно) L = == 200--400 мм, что соответствует средней длине секций. Во всех разделительных крупногабаритных штампах устанавливают не менее трех ограничителей закрытой высоты (ОЗВ), которые контролируют величину заглубления пуансона в матрицу и разгружают пружины выталкивателя в период хранения штампа. Последнее более целесообразно осуществлять с применением ступенчатых ОЗВ (рис. 59). Их преимущество заключается в том, что они
|
||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2024 Prom Izhora
При копировании текстов приветствуется обратная ссылка |